Product Description
Product Parameter
| NOTE: All test values are nominal and for reference only. They are not guaranteed maximum or minimum limits, nor do they imply mean or median. | |
| Model Number | ZGK-100 |
| Performance Data | |
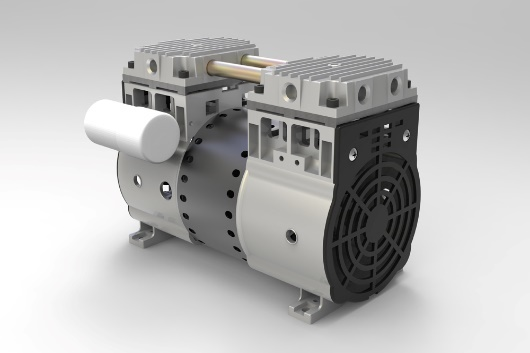
| Head configuration | Pressure parallel flow |
| Nominal voltage/frequency | 220V/50HZ |
| Max. Current | 1.8A |
| Max. Power | 390W |
| Max. Flow | 100L/MIN |
| Max. Vacuum | -90Kpa |
| Speed at rated load | 1400RPM |
| Noise | <57dB |
| Max.Pressure restart | 0 PSI |
| Electrical Data | |
| Motor type[Capacitance] | P.S.C(10uF) |
| Motor insulation class | B |
| Thermal switch[Open temperature] | Thermally protected(145°C) |
| Line lead wire color,gauge | Brown(hot),blue(neutral),18AWG |
| Capacitor lead wire color,gauge | Black,black,18 AWG |
| General Data | |
| Operating ambient air temperature | 50° to 104°F(10° to 40°C) |
| Safety certification | ETL |
| Dimension(LXWXH) | 242X124X184 MM |
| Installation size | 203X88.9 MM |
| Net weight | 7.5KG |
| Application | Medical suctions, lab,vacuum packaing etc. |
Product Application
Our manufacturing process
Our Service
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | on Line Support and Free Spare Parts |
|---|---|
| Air Flow: | 100 L/Min |
| Vacuum: | -90kpa |
| Samples: |
US$ 100/Piece
1 Piece(Min.Order) | Order Sample |
|---|
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
| Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|

What Are the Typical Applications of Piston Vacuum Pumps?
Piston vacuum pumps find applications in various industries and processes. Here’s a detailed explanation of the typical applications of piston vacuum pumps:
1. Laboratories and Research Facilities:
– Piston vacuum pumps are commonly used in laboratories and research facilities for a wide range of applications.
– They are utilized in vacuum ovens, freeze dryers, vacuum filtration systems, and other equipment requiring controlled evacuation.
2. Pharmaceuticals and Biotechnology:
– In the pharmaceutical and biotechnology industries, piston vacuum pumps are employed for processes such as solvent evaporation, distillation, and filtration.
– They are used in drug manufacturing, vaccine production, and research involving biochemistry and molecular biology.
3. Food Processing and Packaging:
– Piston vacuum pumps play a vital role in the food processing and packaging industry.
– They are used in vacuum packaging machines to remove air from packaging containers, extending the shelf life of food products.
4. HVAC and Refrigeration Systems:
– Piston vacuum pumps are utilized in HVAC (Heating, Ventilation, and Air Conditioning) systems and refrigeration systems.
– They help evacuate air and moisture from the systems to achieve the desired pressure and prevent contamination.
5. Manufacturing and Industrial Processes:
– Piston vacuum pumps are employed in various manufacturing and industrial processes.
– They are used for degassing, vacuum impregnation, vacuum drying, and other applications that require controlled evacuation.
6. Automotive Industry:
– In the automotive industry, piston vacuum pumps are often used in brake booster systems.
– They create a vacuum to assist in brake actuation, providing the necessary power for braking.
7. Electronics and Semiconductor Manufacturing:
– Piston vacuum pumps are utilized in electronics and semiconductor manufacturing processes.
– They help create a controlled environment with low-pressure conditions during the production of microchips, integrated circuits, and other electronic components.
8. Environmental Monitoring and Analysis:
– Piston vacuum pumps are utilized in environmental monitoring and analysis equipment.
– They are used in air sampling devices, gas analyzers, and other instruments that require precise vacuum control.
9. Scientific Research and Vacuum Systems:
– Piston vacuum pumps are employed in various scientific research applications.
– They are used in vacuum systems for particle accelerators, electron microscopes, mass spectrometers, surface analysis instruments, and other scientific equipment.
In summary, piston vacuum pumps have diverse applications in laboratories, pharmaceuticals, food processing, HVAC systems, manufacturing processes, automotive industry, electronics, environmental monitoring, scientific research, and more. Their ability to provide controlled evacuation and achieve moderate vacuum levels makes them suitable for a wide range of industries and processes.
What Is the Energy Efficiency of Piston Vacuum Pumps?
The energy efficiency of piston vacuum pumps can vary depending on several factors. Here’s a detailed explanation:
1. Design and Technology:
– The design and technology used in piston vacuum pumps can significantly influence their energy efficiency.
– Modern piston pump designs often incorporate features such as optimized valve systems, reduced internal leakage, and improved sealing mechanisms to enhance efficiency.
– Advancements in materials and manufacturing techniques have also contributed to more efficient piston pump designs.
2. Motor Efficiency:
– The motor driving the piston pump plays a crucial role in overall energy efficiency.
– High-efficiency motors, such as those adhering to energy efficiency standards like NEMA Premium or IE3, can significantly improve the energy efficiency of the pump.
– Proper motor sizing and matching to the pump’s load requirements are also important to maximize efficiency.
3. Control Systems:
– The use of advanced control systems can optimize the energy consumption of piston vacuum pumps.
– Variable frequency drives (VFDs) or speed control systems can adjust the pump’s operating speed based on the demand, reducing energy consumption during periods of lower demand.
– Smart control algorithms and sensors can also help optimize the pump’s performance and energy efficiency.
4. System Design and Integration:
– The overall system design and integration of the piston vacuum pump within the application can impact energy efficiency.
– Proper sizing and selection of the pump based on the specific application requirements can ensure that the pump operates within its optimal efficiency range.
– Efficient piping and ducting design, as well as minimizing pressure losses and leaks, can further improve the overall energy efficiency of the system.
5. Load Profile and Operating Conditions:
– The load profile and operating conditions of the piston vacuum pump have a significant impact on energy consumption.
– Higher vacuum levels or flow rates may require more energy to be supplied by the pump.
– Operating the pump continuously at maximum capacity may lead to higher energy consumption compared to intermittent or variable load conditions.
– It’s important to evaluate the specific operating requirements and adjust the pump’s operation accordingly to optimize energy efficiency.
6. Comparing Efficiency Ratings:
– When comparing the energy efficiency of different piston vacuum pumps, it can be helpful to look for efficiency ratings or specifications provided by the manufacturer.
– Some manufacturers provide efficiency data or performance curves indicating the pump’s energy consumption at various operating points.
– These ratings can assist in selecting a pump that meets the desired energy efficiency requirements.
In summary, the energy efficiency of piston vacuum pumps can be influenced by factors such as design and technology, motor efficiency, control systems, system design and integration, load profile, and operating conditions. Considering these factors and evaluating efficiency ratings can help in selecting an energy-efficient piston vacuum pump for a specific application.

What Is the Role of Lubrication in Piston Vacuum Pump Operation?
Lubrication plays a crucial role in the operation of a piston vacuum pump. Here’s a detailed explanation:
1. Reduction of Friction:
– Lubrication is essential for reducing friction between moving parts within the pump.
– In a piston vacuum pump, the piston moves up and down inside the cylinder, and lubrication helps to minimize the friction between the piston rings and the cylinder wall.
– By reducing friction, lubrication prevents excessive wear and heat generation, ensuring smooth and efficient operation of the pump.
2. Sealing and Leakage Prevention:
– Lubrication helps to maintain proper sealing between the piston rings and the cylinder wall.
– The lubricating oil forms a thin film between these surfaces, creating a barrier that prevents gas leakage during the compression and vacuum creation process.
– Effective sealing is crucial for maintaining the desired vacuum level and preventing air or gas from entering the pump.
3. Cooling and Heat Dissipation:
– Piston vacuum pumps generate heat during operation, particularly due to the compression of gases.
– Lubricating oil helps in dissipating the heat generated, preventing the pump from overheating.
– The oil absorbs heat from the pump’s internal components and transfers it to the pump’s housing or cooling system.
– Proper cooling and heat dissipation contribute to the pump’s overall performance and prevent damage due to excessive heat buildup.
4. Contaminant Removal:
– Lubrication also aids in removing contaminants or particles that may enter the pump.
– The oil acts as a carrier, trapping and carrying away small particles or debris that could potentially damage the pump’s components.
– The oil passes through filters that help to remove these contaminants, keeping the pump’s internal parts clean and functioning properly.
5. Corrosion Prevention:
– Some lubricating oils contain additives that provide corrosion protection.
– These additives form a protective film on the pump’s internal surfaces, preventing corrosion caused by exposure to moisture or corrosive gases.
– Corrosion prevention is crucial for maintaining the pump’s performance, extending its lifespan, and minimizing the need for repairs or component replacement.
6. Proper Lubrication Selection:
– Selecting the appropriate lubricating oil is essential for the proper functioning of a piston vacuum pump.
– Different pump models and manufacturers may recommend specific oil types or viscosities to ensure optimal performance and longevity.
– It is crucial to follow the manufacturer’s guidelines regarding oil selection, oil level, and oil change intervals.
In summary, lubrication plays a vital role in piston vacuum pump operation by reducing friction, maintaining proper sealing, dissipating heat, removing contaminants, and preventing corrosion. Proper lubrication selection and adherence to manufacturer’s guidelines are crucial for ensuring the pump’s efficient and reliable performance.


editor by Dream 2024-04-30
China wholesaler High Efficiency Surgical Aspirator Use 120lpm Oilless Piston Vacuum Pump vacuum pump booster
Product Description
Product Parameter
| NOTE: All test values are nominal and for reference only. They are not guaranteed maximum or minimum limits, nor do they imply mean or median. | |
| Model Number | ZGK-120 |
| Performance Data | |
| Head configuration | Pressure parallel flow |
| Nominal voltage/frequency | 220V/50HZ |
| Max. Current | 2.3A |
| Max. Power | 480W |
| Max. Flow | 120L/MIN |
| Max. Vacuum | -90Kpa |
| Speed at rated load | 1400RPM |
| Noise | <57dB |
| Max.Pressure restart | 0 PSI |
| Electrical Data | |
| Motor type[Capacitance] | P.S.C(12uF) |
| Motor insulation class | B |
| Thermal switch[Open temperature] | Thermally protected(145°C) |
| Line lead wire color,gauge | Brown(hot),blue(neutral),18AWG |
| Capacitor lead wire color,gauge | Black,black,18 AWG |
| General Data | |
| Operating ambient air temperature | 50° to 104°F(10° to 40°C) |
| Safety certification | ETL |
| Dimension(LXWXH) | 242X124X184 MM |
| Installation size | 203X88.9 MM |
| Net weight | 8.5KG |
| Application | Surgical aspirator,Cleaning, Disinfection etc. |
Product Application
Our manufacturing process
Our Service
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Air Flow: | 120 L/Min |
|---|---|
| Vacuum: | -90kpa |
| Noise: | ≤57dB(a) |
| Brand Name: | OEM |
| Voltage: | 220V 50Hz |
| Power Source: | AC Power |
| Samples: |
US$ 120/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

How Does Piston Displacement Affect the Pump’s Performance?
Piston displacement is a crucial factor that significantly affects the performance of a piston vacuum pump. Here’s a detailed explanation:
Piston displacement refers to the volume of gas or air that a piston vacuum pump can move during each stroke of the piston. It determines the pump’s capacity or flow rate, which is the amount of gas that the pump can evacuate per unit of time.
1. Flow Rate:
– The piston displacement directly influences the flow rate of the pump.
– A larger piston displacement corresponds to a higher flow rate, meaning the pump can evacuate a larger volume of gas per unit of time.
– Conversely, a smaller piston displacement results in a lower flow rate.
2. Pumping Speed:
– The pumping speed is a measure of how quickly a vacuum pump can remove gas molecules from a system.
– The piston displacement is directly related to the pumping speed of the pump.
– A larger piston displacement leads to a higher pumping speed, allowing for faster evacuation of the system.
– A smaller piston displacement results in a lower pumping speed, which may require more time to achieve the desired vacuum level.
3. Vacuum Level:
– The piston displacement indirectly affects the achievable vacuum level of the pump.
– A larger piston displacement can help reach lower pressures and achieve a deeper vacuum.
– However, it’s important to note that achieving a deep vacuum also depends on other factors such as the design of the pump, the quality of the seals, and the operating conditions.
4. Power Consumption:
– The piston displacement can impact the power consumption of the pump.
– A larger piston displacement typically requires more power to operate the pump due to the increased volume of gas being moved.
– Conversely, a smaller piston displacement may result in lower power consumption.
5. Size and Weight:
– The piston displacement affects the size and weight of the pump.
– A larger piston displacement generally requires a larger pump size and may increase the weight of the pump.
– On the other hand, a smaller piston displacement can result in a more compact and lightweight pump.
It’s important to select a piston vacuum pump with an appropriate piston displacement based on the specific application requirements.
In summary, the piston displacement of a vacuum pump directly influences its flow rate, pumping speed, achievable vacuum level, power consumption, and size. Understanding the relationship between piston displacement and pump performance is crucial in choosing the right pump for a given application.

How Do You Troubleshoot Common Issues with Piston Vacuum Pumps?
Troubleshooting common issues with piston vacuum pumps involves a systematic approach to identify and resolve problems. Here’s a detailed explanation:
1. Insufficient Vacuum Level:
– If the vacuum level achieved by the piston pump is lower than expected:
– Check for leaks: Inspect all connections, seals, and fittings for any signs of leakage. Repair or replace any damaged components.
– Verify valve operation: Ensure that the valves in the pump are functioning correctly. Clean or replace any faulty valves that may be impeding the pump’s performance.
– Check for worn piston or cylinder: Examine the piston and cylinder for signs of wear. If necessary, replace these components to restore optimal vacuum performance.
2. Excessive Noise or Vibrations:
– If the piston pump is producing excessive noise or vibrations:
– Check for misalignment: Ensure that the pump is properly aligned with its drive mechanism. Adjust or realign as necessary.
– Inspect mounting and support: Examine the pump’s mounting and support structure to ensure it is stable and secure. Reinforce or repair any weak or damaged mounts.
– Verify lubrication: Adequate lubrication is crucial for smooth pump operation. Check the lubrication system and ensure it is supplying sufficient lubricant to all necessary components.
3. Overheating:
– If the piston pump is overheating:
– Check cooling system: Inspect the cooling system, including fans, heat exchangers, and cooling fins. Clean or replace any clogged or malfunctioning cooling components.
– Verify airflow: Ensure that there is proper airflow around the pump. Remove any obstructions or debris that may be impeding the flow of cooling air.
– Evaluate operating conditions: Examine the pump’s operating conditions, such as ambient temperature and duty cycle. Adjust these factors if necessary to prevent overheating.
4. Oil Contamination:
– If there is oil contamination in the vacuum system:
– Check oil seals: Inspect the seals in the pump for any signs of damage or wear. Replace any faulty seals that may be allowing oil leakage.
– Verify oil level and quality: Ensure that the pump’s oil level is correct and that the oil is clean and free from contaminants. Replace the oil if necessary.
– Evaluate oil mist separation: If the pump is equipped with oil mist separation mechanisms, verify their effectiveness. Clean or replace any filters or separators that may be compromised.
5. Insufficient Pumping Capacity:
– If the pump is unable to meet the required pumping capacity:
– Check for blockages: Inspect the intake and exhaust ports for any blockages or obstructions. Clear any debris or foreign objects that may be impeding the pump’s operation.
– Verify valve operation: Ensure that the valves are opening and closing properly. Clean or replace any valves that may be stuck or malfunctioning.
– Evaluate motor performance: Assess the motor driving the pump for any issues such as insufficient power or improper speed. Repair or replace the motor if necessary.
6. Manufacturer’s Guidelines:
– It’s important to consult the manufacturer’s guidelines and documentation for specific troubleshooting procedures and recommendations tailored to the particular piston vacuum pump model.
– Follow the manufacturer’s instructions for routine maintenance, inspections, and any specific troubleshooting steps provided.
In summary, troubleshooting common issues with piston vacuum pumps involves steps such as checking for leaks, verifying valve operation, inspecting for wear or misalignment, ensuring proper lubrication and cooling, addressing oil contamination, clearing blockages, and evaluating motor performance. Following the manufacturer’s guidelines and documentation is essential for accurate troubleshooting and resolving problems effectively.

What Are the Differences Between Single-Stage and Two-Stage Piston Vacuum Pumps?
Single-stage and two-stage piston vacuum pumps are two common types of pumps used for creating a vacuum. Here’s a detailed explanation of their differences:
1. Number of Stages:
– The primary difference between single-stage and two-stage piston vacuum pumps lies in the number of stages or steps involved in the compression process.
– A single-stage pump has a single piston that compresses the gas in one stroke.
– In contrast, a two-stage pump consists of two pistons arranged in series, allowing the gas to be compressed in two stages.
2. Compression Ratio:
– Single-Stage: In a single-stage piston vacuum pump, the compression ratio is limited to the single stroke of the piston. This means that the pump can achieve a compression ratio of approximately 10:1.
– Two-Stage: In a two-stage piston vacuum pump, the compression ratio is significantly higher. The first stage compresses the gas, and then it passes through an intermediate chamber before entering the second stage for further compression. This allows for a higher compression ratio, typically around 100:1.
3. Vacuum Level:
– Single-Stage: Single-stage piston vacuum pumps are generally suitable for applications that require moderate vacuum levels.
– They can achieve vacuum levels up to approximately 10-3 Torr (millitorr) or in the low micron range (10-6 Torr).
– Two-Stage: Two-stage piston vacuum pumps are capable of reaching deeper vacuum levels compared to single-stage pumps.
– They can achieve vacuum levels in the high vacuum range, typically down to 10-6 Torr or even lower, making them suitable for applications that require a more extensive vacuum.
4. Pumping Speed:
– Single-Stage: Single-stage pumps generally have a higher pumping speed or evacuation rate compared to two-stage pumps.
– This means that single-stage pumps can evacuate a larger volume of gas per unit of time, making them suitable for applications that require faster evacuation.
– Two-Stage: Two-stage pumps have a lower pumping speed compared to single-stage pumps.
– While they may have a slower evacuation rate, they compensate for it by achieving deeper vacuum levels.
5. Applications:
– Single-Stage: Single-stage piston vacuum pumps are commonly used in applications that require moderate vacuum levels and higher pumping speeds.
– They are suitable for laboratory use, vacuum packaging, HVAC systems, and various industrial processes.
– Two-Stage: Two-stage piston vacuum pumps are well-suited for applications that require deeper vacuum levels.
– They are commonly used in scientific research, semiconductor manufacturing, analytical instruments, and other processes that demand high vacuum conditions.
6. Size and Complexity:
– Single-Stage: Single-stage pumps are generally more compact and simpler in design compared to two-stage pumps.
– They have fewer components, making them easier to install, operate, and maintain.
– Two-Stage: Two-stage pumps are relatively larger and more complex in design due to the additional components required for the two-stage compression process.
– They may require more maintenance and expertise for operation and servicing.
In summary, the main differences between single-stage and two-stage piston vacuum pumps lie in the number of stages, compression ratio, achievable vacuum levels, pumping speed, applications, and size/complexity. Selecting the appropriate pump depends on the desired vacuum level, pumping speed requirements, and specific application needs.
editor by Dream 2024-04-29
China supplier 50L/Min Oil Free Piston Vacuum Pump for Medical Suction vacuum pump and compressor
Product Description
Product Parameter
| NOTE: All test values are nominal and for reference only. They are not guaranteed maximum or minimum limits, nor do they imply mean or median. | |
| Model Number | SMV-50 |
| Performance Data | |
| Head configuration | Pressure parallel flow |
| Nominal voltage/frequency | 220V/50HZ |
| Max. Current | 0.75A |
| Max. Power | 160W |
| Max. Flow | 50L/MIN |
| Max. Vacuum | -90Kpa |
| Speed at rated load | 1400RPM |
| Noise | <52dB |
| Max.Pressure restart | 0 PSI |
| Electrical Data | |
| Motor type[Capacitance] | P.S.C(4.5uF) |
| Motor insulation class | B |
| Thermal switch[Open temperature] | Thermally protected(145°C) |
| Line lead wire color,gauge | Brown(hot),blue(neutral),18AWG |
| Capacitor lead wire color,gauge | Black,black,18 AWG |
| General Data | |
| Operating ambient air temperature | 50° to 104°F(10° to 40°C) |
| Safety certification | ETL |
| Dimension(LXWXH) | 168X99X150 MM |
| Installation size | 105X70 MM |
| Net weight | 3.5KG |
| Application | Medical suctions, lab,vacuum packaing etc. |
Product Application
Our manufacturing process
Our Service
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | on Line Support and Free Spare Parts |
|---|---|
| Air Flow: | 50 L/Min |
| Vacuum: | -90kpa |
| Noise: | ≤52dB(a) |
| Brand Name: | OEM |
| Voltage: | 220V 50Hz |
| Samples: |
US$ 75/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

Can Piston Vacuum Pumps Create a Deep Vacuum?
Yes, piston vacuum pumps have the capability to create a deep vacuum. Here’s a detailed explanation:
Piston vacuum pumps are designed to generate and maintain a vacuum by using a reciprocating piston mechanism. They can achieve vacuum levels ranging from millitorr (10-3 Torr) to microns (10-6 Torr), which is considered a deep vacuum range.
When the piston moves downward during the suction stroke, it creates a vacuum within the cylinder. This allows gas or air from the system being evacuated to enter the cylinder. As the piston moves up during the compression stroke, the gas is expelled from the cylinder, reducing its volume and increasing its pressure. This cyclic process continues, gradually reducing the pressure within the system.
One of the factors that contribute to the ability of piston vacuum pumps to create a deep vacuum is the use of an airtight seal between the piston and cylinder walls. This seal prevents the gas from leaking back into the evacuated system, allowing the pump to maintain the desired vacuum level.
It’s important to note that the achievable vacuum level of a piston vacuum pump can depend on various factors, including the design of the pump, the materials used, the quality of the seals, and the operating conditions. Additionally, the flow rate of the pump may be lower compared to other types of vacuum pumps, as piston pumps are typically designed for applications that require low flow rates but high vacuum levels.
In summary, piston vacuum pumps can create a deep vacuum in the millitorr to micron range. With their reciprocating piston mechanism and airtight seals, they are capable of generating and maintaining a vacuum suitable for applications that require deep vacuum conditions.
How Do You Troubleshoot Common Issues with Piston Vacuum Pumps?
Troubleshooting common issues with piston vacuum pumps involves a systematic approach to identify and resolve problems. Here’s a detailed explanation:
1. Insufficient Vacuum Level:
– If the vacuum level achieved by the piston pump is lower than expected:
– Check for leaks: Inspect all connections, seals, and fittings for any signs of leakage. Repair or replace any damaged components.
– Verify valve operation: Ensure that the valves in the pump are functioning correctly. Clean or replace any faulty valves that may be impeding the pump’s performance.
– Check for worn piston or cylinder: Examine the piston and cylinder for signs of wear. If necessary, replace these components to restore optimal vacuum performance.
2. Excessive Noise or Vibrations:
– If the piston pump is producing excessive noise or vibrations:
– Check for misalignment: Ensure that the pump is properly aligned with its drive mechanism. Adjust or realign as necessary.
– Inspect mounting and support: Examine the pump’s mounting and support structure to ensure it is stable and secure. Reinforce or repair any weak or damaged mounts.
– Verify lubrication: Adequate lubrication is crucial for smooth pump operation. Check the lubrication system and ensure it is supplying sufficient lubricant to all necessary components.
3. Overheating:
– If the piston pump is overheating:
– Check cooling system: Inspect the cooling system, including fans, heat exchangers, and cooling fins. Clean or replace any clogged or malfunctioning cooling components.
– Verify airflow: Ensure that there is proper airflow around the pump. Remove any obstructions or debris that may be impeding the flow of cooling air.
– Evaluate operating conditions: Examine the pump’s operating conditions, such as ambient temperature and duty cycle. Adjust these factors if necessary to prevent overheating.
4. Oil Contamination:
– If there is oil contamination in the vacuum system:
– Check oil seals: Inspect the seals in the pump for any signs of damage or wear. Replace any faulty seals that may be allowing oil leakage.
– Verify oil level and quality: Ensure that the pump’s oil level is correct and that the oil is clean and free from contaminants. Replace the oil if necessary.
– Evaluate oil mist separation: If the pump is equipped with oil mist separation mechanisms, verify their effectiveness. Clean or replace any filters or separators that may be compromised.
5. Insufficient Pumping Capacity:
– If the pump is unable to meet the required pumping capacity:
– Check for blockages: Inspect the intake and exhaust ports for any blockages or obstructions. Clear any debris or foreign objects that may be impeding the pump’s operation.
– Verify valve operation: Ensure that the valves are opening and closing properly. Clean or replace any valves that may be stuck or malfunctioning.
– Evaluate motor performance: Assess the motor driving the pump for any issues such as insufficient power or improper speed. Repair or replace the motor if necessary.
6. Manufacturer’s Guidelines:
– It’s important to consult the manufacturer’s guidelines and documentation for specific troubleshooting procedures and recommendations tailored to the particular piston vacuum pump model.
– Follow the manufacturer’s instructions for routine maintenance, inspections, and any specific troubleshooting steps provided.
In summary, troubleshooting common issues with piston vacuum pumps involves steps such as checking for leaks, verifying valve operation, inspecting for wear or misalignment, ensuring proper lubrication and cooling, addressing oil contamination, clearing blockages, and evaluating motor performance. Following the manufacturer’s guidelines and documentation is essential for accurate troubleshooting and resolving problems effectively.

Are There Oil-Free Piston Vacuum Pump Options Available?
Yes, there are oil-free piston vacuum pump options available. Here’s a detailed explanation:
1. Oil-Free Technology:
– Traditional piston vacuum pumps use oil as a lubricant and sealant in their operation.
– However, advancements in vacuum pump technology have led to the development of oil-free piston vacuum pumps.
– Oil-free piston pumps are designed to operate without the need for lubricating oil, eliminating the risk of oil contamination and the need for oil changes.
2. Dry Running Operation:
– Oil-free piston vacuum pumps achieve lubrication and sealing through alternative means.
– They often utilize materials such as self-lubricating polymers or advanced coatings on the piston and cylinder surfaces.
– These materials reduce friction and provide sufficient sealing to maintain vacuum levels without the need for oil.
3. Applications:
– Oil-free piston vacuum pumps are suitable for a wide range of applications where oil contamination is a concern.
– They are commonly used in industries such as food and beverage, pharmaceutical, electronics, laboratories, and medical where a clean and oil-free vacuum environment is required.
4. Advantages:
– The primary advantage of oil-free piston vacuum pumps is their ability to provide a clean and oil-free vacuum.
– They eliminate the risk of oil contamination, which is crucial in sensitive applications such as semiconductor manufacturing or pharmaceutical production.
– Oil-free pumps also simplify maintenance since there is no need for oil changes or regular oil monitoring.
5. Considerations:
– While oil-free piston vacuum pumps offer advantages, they also have some considerations to keep in mind.
– They may have slightly lower ultimate vacuum levels compared to oil-lubricated pumps.
– The absence of oil as a lubricant may result in slightly higher operating temperatures and increased wear on piston and cylinder surfaces.
– It’s important to select an oil-free piston vacuum pump that is suitable for the specific application requirements and consider the trade-offs between performance, cost, and maintenance.
6. Alternative Pump Technologies:
– In some cases, where oil-free operation is critical or specific vacuum levels are required, alternative pump technologies may be more suitable.
– Dry screw pumps, claw pumps, or scroll pumps are examples of oil-free pump technologies that are widely used in various industries.
– These pumps offer oil-free operation, high pumping speeds, and can achieve lower vacuum levels compared to oil-free piston pumps.
In summary, oil-free piston vacuum pumps are available as an alternative to traditional oil-lubricated pumps. They provide a clean and oil-free vacuum environment, making them suitable for applications where oil contamination is a concern. However, it’s important to consider specific application requirements and explore alternative pump technologies if necessary.
editor by Dream 2024-04-29
China wholesaler Mud Pump for Piston Hub/Petro Parts vacuum pump and compressor
Product Description
mud pump for piston hub/petro parts
Our pistons are strictly manufactured according to API Standard, which with a high performance in various well drilling environment. The hub is forged from high quality steel, and the piston rubber is made from specially formulated compounds which are of heat, oil and water resistance. It is interchangeable with all other API standard designed pistons.
| product name |
Urethane bonded piston |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Material | NBR, Urethane rubber | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Length of use | 4 Add:Chang’an District,HangZhou,ZheJiang ,China /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
What Are the Typical Applications of Piston Vacuum Pumps?Piston vacuum pumps find applications in various industries and processes. Here’s a detailed explanation of the typical applications of piston vacuum pumps: 1. Laboratories and Research Facilities: – Piston vacuum pumps are commonly used in laboratories and research facilities for a wide range of applications. – They are utilized in vacuum ovens, freeze dryers, vacuum filtration systems, and other equipment requiring controlled evacuation. 2. Pharmaceuticals and Biotechnology: – In the pharmaceutical and biotechnology industries, piston vacuum pumps are employed for processes such as solvent evaporation, distillation, and filtration. – They are used in drug manufacturing, vaccine production, and research involving biochemistry and molecular biology. 3. Food Processing and Packaging: – Piston vacuum pumps play a vital role in the food processing and packaging industry. – They are used in vacuum packaging machines to remove air from packaging containers, extending the shelf life of food products. 4. HVAC and Refrigeration Systems: – Piston vacuum pumps are utilized in HVAC (Heating, Ventilation, and Air Conditioning) systems and refrigeration systems. – They help evacuate air and moisture from the systems to achieve the desired pressure and prevent contamination. 5. Manufacturing and Industrial Processes: – Piston vacuum pumps are employed in various manufacturing and industrial processes. – They are used for degassing, vacuum impregnation, vacuum drying, and other applications that require controlled evacuation. 6. Automotive Industry: – In the automotive industry, piston vacuum pumps are often used in brake booster systems. – They create a vacuum to assist in brake actuation, providing the necessary power for braking. 7. Electronics and Semiconductor Manufacturing: – Piston vacuum pumps are utilized in electronics and semiconductor manufacturing processes. – They help create a controlled environment with low-pressure conditions during the production of microchips, integrated circuits, and other electronic components. 8. Environmental Monitoring and Analysis: – Piston vacuum pumps are utilized in environmental monitoring and analysis equipment. – They are used in air sampling devices, gas analyzers, and other instruments that require precise vacuum control. 9. Scientific Research and Vacuum Systems: – Piston vacuum pumps are employed in various scientific research applications. – They are used in vacuum systems for particle accelerators, electron microscopes, mass spectrometers, surface analysis instruments, and other scientific equipment. In summary, piston vacuum pumps have diverse applications in laboratories, pharmaceuticals, food processing, HVAC systems, manufacturing processes, automotive industry, electronics, environmental monitoring, scientific research, and more. Their ability to provide controlled evacuation and achieve moderate vacuum levels makes them suitable for a wide range of industries and processes.
How Do You Troubleshoot Common Issues with Piston Vacuum Pumps?Troubleshooting common issues with piston vacuum pumps involves a systematic approach to identify and resolve problems. Here’s a detailed explanation: 1. Insufficient Vacuum Level: – If the vacuum level achieved by the piston pump is lower than expected: – Check for leaks: Inspect all connections, seals, and fittings for any signs of leakage. Repair or replace any damaged components. – Verify valve operation: Ensure that the valves in the pump are functioning correctly. Clean or replace any faulty valves that may be impeding the pump’s performance. – Check for worn piston or cylinder: Examine the piston and cylinder for signs of wear. If necessary, replace these components to restore optimal vacuum performance. 2. Excessive Noise or Vibrations: – If the piston pump is producing excessive noise or vibrations: – Check for misalignment: Ensure that the pump is properly aligned with its drive mechanism. Adjust or realign as necessary. – Inspect mounting and support: Examine the pump’s mounting and support structure to ensure it is stable and secure. Reinforce or repair any weak or damaged mounts. – Verify lubrication: Adequate lubrication is crucial for smooth pump operation. Check the lubrication system and ensure it is supplying sufficient lubricant to all necessary components. 3. Overheating: – If the piston pump is overheating: – Check cooling system: Inspect the cooling system, including fans, heat exchangers, and cooling fins. Clean or replace any clogged or malfunctioning cooling components. – Verify airflow: Ensure that there is proper airflow around the pump. Remove any obstructions or debris that may be impeding the flow of cooling air. – Evaluate operating conditions: Examine the pump’s operating conditions, such as ambient temperature and duty cycle. Adjust these factors if necessary to prevent overheating. 4. Oil Contamination: – If there is oil contamination in the vacuum system: – Check oil seals: Inspect the seals in the pump for any signs of damage or wear. Replace any faulty seals that may be allowing oil leakage. – Verify oil level and quality: Ensure that the pump’s oil level is correct and that the oil is clean and free from contaminants. Replace the oil if necessary. – Evaluate oil mist separation: If the pump is equipped with oil mist separation mechanisms, verify their effectiveness. Clean or replace any filters or separators that may be compromised. 5. Insufficient Pumping Capacity: – If the pump is unable to meet the required pumping capacity: – Check for blockages: Inspect the intake and exhaust ports for any blockages or obstructions. Clear any debris or foreign objects that may be impeding the pump’s operation. – Verify valve operation: Ensure that the valves are opening and closing properly. Clean or replace any valves that may be stuck or malfunctioning. – Evaluate motor performance: Assess the motor driving the pump for any issues such as insufficient power or improper speed. Repair or replace the motor if necessary. 6. Manufacturer’s Guidelines: – It’s important to consult the manufacturer’s guidelines and documentation for specific troubleshooting procedures and recommendations tailored to the particular piston vacuum pump model. – Follow the manufacturer’s instructions for routine maintenance, inspections, and any specific troubleshooting steps provided. In summary, troubleshooting common issues with piston vacuum pumps involves steps such as checking for leaks, verifying valve operation, inspecting for wear or misalignment, ensuring proper lubrication and cooling, addressing oil contamination, clearing blockages, and evaluating motor performance. Following the manufacturer’s guidelines and documentation is essential for accurate troubleshooting and resolving problems effectively.
Can Piston Vacuum Pumps Handle Corrosive Gases or Vapors?Piston vacuum pumps are generally not suitable for handling corrosive gases or vapors. Here’s a detailed explanation: 1. Construction Materials: – Piston vacuum pumps are typically constructed with materials such as cast iron, aluminum, stainless steel, and various elastomers. – While these materials offer good resistance to normal operating conditions, they may not be compatible with corrosive substances. – Corrosive gases or vapors can attack and degrade the pump’s internal components, leading to reduced performance, increased wear, and potential failure. 2. Sealing and Contamination: – Piston vacuum pumps rely on tight seals and clearances to maintain the vacuum and prevent leakage. – Corrosive gases or vapors can degrade the seals and compromise their effectiveness. – This can result in increased leakage, reduced pumping efficiency, and potential contamination of the pump and the surrounding environment. 3. Maintenance and Service: – Handling corrosive gases or vapors requires specialized knowledge, materials, and maintenance procedures. – The pump may need additional protective measures, such as corrosion-resistant coatings or specialized seal materials, to withstand the corrosive environment. – Regular inspection, cleaning, and replacement of components may also be necessary to maintain the pump’s performance and prevent damage. 4. Alternative Pump Options: – If corrosive gases or vapors are involved in the application, it is advisable to consider alternative pump technologies that are specifically designed to handle such substances. – For corrosive gases, chemical-resistant pumps like diaphragm pumps, peristaltic pumps, or dry screw pumps may be more suitable. – These pumps are constructed with materials that offer superior resistance to corrosion and can handle a wide range of corrosive substances. – It is essential to consult the pump manufacturer or a vacuum system specialist to select the appropriate pump for handling corrosive gases or vapors. In summary, piston vacuum pumps are generally not recommended for handling corrosive gases or vapors due to their construction materials, sealing limitations, and the potential for damage and contamination. It is crucial to choose a pump specifically designed to handle corrosive substances or consider alternative pump technologies that can provide the required chemical resistance and performance.
China factory Oil Drilling F-1300 Triplex Mud Pump Piston Assy/Piston Assy Mud Pump vacuum pump ac systemProduct Description
China Manufacturer Pump Spare Parts Liner Piston AssemblyOur pistons are strictly manufactured according to API Standard, which with a high performance in various well drilling environment.The hub is forged from high quality steel, and the piston rubber is made from specially formulated compounds which are of heat, oil and water resistance.It is interchangeable with all other API standard designed pistons.
Product Parameters
Features, Advantages and Benefits: This piston is the best choice for oil-based and synthetic drilling fluids. The piston is bonded to the hub for optimal strength and extrusion resistance. The improved seal design centers the piston and promotes longer piston life with reduced liner wear. The cut-back hub protects the liner from damage. The dual-durometer elastomeric compound resists extrusion while ensuring a tight seal and improved wiping action. The piston comes complete with a hub O-ring and sleeve. Factory Related product:
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
How Does a Piston Vacuum Pump Work?A piston vacuum pump, also known as a reciprocating vacuum pump, operates using a piston mechanism to create a vacuum. Here’s a detailed explanation of its working principle: 1. Piston and Cylinder Assembly: – A piston vacuum pump consists of a piston and cylinder assembly. – The piston is a movable component that fits inside the cylinder and creates a seal between the piston and cylinder walls. 2. Intake and Exhaust Valves: – The cylinder has two valves: an intake valve and an exhaust valve. – The intake valve allows gas or air to enter the cylinder during the suction stroke, while the exhaust valve allows the expelled gas to exit during the compression stroke. 3. Suction Stroke: – During the suction stroke, the piston moves downward, creating a vacuum within the cylinder. – As the piston moves down, the intake valve opens, allowing gas or air from the system being evacuated to enter the cylinder. – The volume within the cylinder increases, causing a decrease in pressure and the creation of a partial vacuum. 4. Compression Stroke: – After the suction stroke, the piston moves upward during the compression stroke. – As the piston moves up, the intake valve closes, preventing backflow of gas into the evacuated system. – Simultaneously, the exhaust valve opens, allowing the gas trapped in the cylinder to be expelled. – The upward movement of the piston reduces the volume within the cylinder, compressing the gas and increasing its pressure. 5. Expulsion of Gas: – Once the compression stroke is complete, the gas is expelled through the exhaust valve. – The exhaust valve then closes, ready for the next suction stroke. – This process of alternating suction and compression strokes continues, gradually reducing the pressure within the evacuated system. 6. Lubrication: – Piston vacuum pumps require lubrication for smooth operation and to maintain the airtight seal between the piston and cylinder walls. – Lubricating oil is often introduced into the cylinder to provide lubrication and help maintain the seal. – The oil also helps to cool the pump by dissipating heat generated during operation. 7. Applications: – Piston vacuum pumps are commonly used in applications where high vacuum levels and low flow rates are required. – They are suitable for processes such as laboratory work, vacuum drying, vacuum filtration, and other applications that require moderate vacuum levels. In summary, a piston vacuum pump operates by creating a vacuum through the reciprocating motion of a piston within a cylinder. The suction stroke creates a vacuum by lowering the pressure within the cylinder, while the compression stroke expels the gas and increases its pressure. This cyclic process continues, gradually reducing the pressure within the system being evacuated. Piston vacuum pumps are commonly used in various applications that require moderate vacuum levels and low flow rates.
What Is the Energy Efficiency of Piston Vacuum Pumps?The energy efficiency of piston vacuum pumps can vary depending on several factors. Here’s a detailed explanation: 1. Design and Technology: – The design and technology used in piston vacuum pumps can significantly influence their energy efficiency. – Modern piston pump designs often incorporate features such as optimized valve systems, reduced internal leakage, and improved sealing mechanisms to enhance efficiency. – Advancements in materials and manufacturing techniques have also contributed to more efficient piston pump designs. 2. Motor Efficiency: – The motor driving the piston pump plays a crucial role in overall energy efficiency. – High-efficiency motors, such as those adhering to energy efficiency standards like NEMA Premium or IE3, can significantly improve the energy efficiency of the pump. – Proper motor sizing and matching to the pump’s load requirements are also important to maximize efficiency. 3. Control Systems: – The use of advanced control systems can optimize the energy consumption of piston vacuum pumps. – Variable frequency drives (VFDs) or speed control systems can adjust the pump’s operating speed based on the demand, reducing energy consumption during periods of lower demand. – Smart control algorithms and sensors can also help optimize the pump’s performance and energy efficiency. 4. System Design and Integration: – The overall system design and integration of the piston vacuum pump within the application can impact energy efficiency. – Proper sizing and selection of the pump based on the specific application requirements can ensure that the pump operates within its optimal efficiency range. – Efficient piping and ducting design, as well as minimizing pressure losses and leaks, can further improve the overall energy efficiency of the system. 5. Load Profile and Operating Conditions: – The load profile and operating conditions of the piston vacuum pump have a significant impact on energy consumption. – Higher vacuum levels or flow rates may require more energy to be supplied by the pump. – Operating the pump continuously at maximum capacity may lead to higher energy consumption compared to intermittent or variable load conditions. – It’s important to evaluate the specific operating requirements and adjust the pump’s operation accordingly to optimize energy efficiency. 6. Comparing Efficiency Ratings: – When comparing the energy efficiency of different piston vacuum pumps, it can be helpful to look for efficiency ratings or specifications provided by the manufacturer. – Some manufacturers provide efficiency data or performance curves indicating the pump’s energy consumption at various operating points. – These ratings can assist in selecting a pump that meets the desired energy efficiency requirements. In summary, the energy efficiency of piston vacuum pumps can be influenced by factors such as design and technology, motor efficiency, control systems, system design and integration, load profile, and operating conditions. Considering these factors and evaluating efficiency ratings can help in selecting an energy-efficient piston vacuum pump for a specific application.
What Is the Role of Lubrication in Piston Vacuum Pump Operation?Lubrication plays a crucial role in the operation of a piston vacuum pump. Here’s a detailed explanation: 1. Reduction of Friction: – Lubrication is essential for reducing friction between moving parts within the pump. – In a piston vacuum pump, the piston moves up and down inside the cylinder, and lubrication helps to minimize the friction between the piston rings and the cylinder wall. – By reducing friction, lubrication prevents excessive wear and heat generation, ensuring smooth and efficient operation of the pump. 2. Sealing and Leakage Prevention: – Lubrication helps to maintain proper sealing between the piston rings and the cylinder wall. – The lubricating oil forms a thin film between these surfaces, creating a barrier that prevents gas leakage during the compression and vacuum creation process. – Effective sealing is crucial for maintaining the desired vacuum level and preventing air or gas from entering the pump. 3. Cooling and Heat Dissipation: – Piston vacuum pumps generate heat during operation, particularly due to the compression of gases. – Lubricating oil helps in dissipating the heat generated, preventing the pump from overheating. – The oil absorbs heat from the pump’s internal components and transfers it to the pump’s housing or cooling system. – Proper cooling and heat dissipation contribute to the pump’s overall performance and prevent damage due to excessive heat buildup. 4. Contaminant Removal: – Lubrication also aids in removing contaminants or particles that may enter the pump. – The oil acts as a carrier, trapping and carrying away small particles or debris that could potentially damage the pump’s components. – The oil passes through filters that help to remove these contaminants, keeping the pump’s internal parts clean and functioning properly. 5. Corrosion Prevention: – Some lubricating oils contain additives that provide corrosion protection. – These additives form a protective film on the pump’s internal surfaces, preventing corrosion caused by exposure to moisture or corrosive gases. – Corrosion prevention is crucial for maintaining the pump’s performance, extending its lifespan, and minimizing the need for repairs or component replacement. 6. Proper Lubrication Selection: – Selecting the appropriate lubricating oil is essential for the proper functioning of a piston vacuum pump. – Different pump models and manufacturers may recommend specific oil types or viscosities to ensure optimal performance and longevity. – It is crucial to follow the manufacturer’s guidelines regarding oil selection, oil level, and oil change intervals. In summary, lubrication plays a vital role in piston vacuum pump operation by reducing friction, maintaining proper sealing, dissipating heat, removing contaminants, and preventing corrosion. Proper lubrication selection and adherence to manufacturer’s guidelines are crucial for ensuring the pump’s efficient and reliable performance.
China Standard Pony Rod Piston Rod Extension Rod Pz8 Mud Pump vacuum pump diyProduct Description
petroleum machinery parts/pony rod piston rod Specifications1.material : 35CrMo API certified mud pump parts piston rod There material of piston rod is 45# steel or 35GrMo. It’s used with piston together. And the size of core is included 1 5/8″ and 1 1/2”. Piston rods are forged using alloy steel.the intension of products is improved after heat treatment. The surface of product is zincification,nickel-plate,and plating with decorating chrome. After numerical control processing,the products can meet various demands of clients. The pony rod is made of premium quality, heat treated alloy steel. The surface is Chrome plated and polished to mirror-like finish. The rod is precisely made and treated with excellent abrasion and corrosion resistance. it is Forged of quality alloy steel, and made via thermal refining, high frequency and chroming with high mechanical strength, shock resistance. Product Description
Company Profile
He bel Xihu (West Lake) Dis.fa Petroleum Machinery Co. LTD was established in 2006,with 5000m2 plant.The company focuses on R&D of mud pump fittings and several R&D results were horned with awards as well as patented for invention. The company is engaged in product design, manufacturing and service on all the quality oilfield replacement parts, including mud pump fluid end parts including Fluid end modules, liners, pistons, valves,&seats, extension rods, piston rods, valve covers etc. Related products
Packaging & Shipping
FAQ
1,Q. How long for your delivery time? 2,Q. Can you offer OEM or design services? 3,Q.How long is the warranty?
What Are the Advantages of Using Piston Vacuum Pumps?Piston vacuum pumps offer several advantages that make them suitable for various applications. Here’s a detailed explanation of the advantages of using piston vacuum pumps: 1. High Vacuum Levels: – Piston vacuum pumps are capable of achieving high vacuum levels, making them suitable for applications that require deep vacuum conditions. – They can create and maintain a vacuum in the range of millitorr (10-3 Torr) to microns (10-6 Torr). 2. Low Flow Rates: – Piston vacuum pumps are designed to handle low flow rates efficiently. – They are suitable for applications where a steady and controlled evacuation is required rather than high-volume pumping. 3. Compact and Portable: – Piston vacuum pumps are relatively compact and lightweight compared to other types of vacuum pumps. – Their compact design allows for easy installation in limited spaces or portable applications where mobility is required. 4. Oil Lubrication: – Many piston vacuum pumps utilize oil lubrication for smooth operation and to maintain airtight seals. – The oil lubrication also helps to cool the pump by dissipating heat generated during operation. 5. Wide Range of Applications: – Piston vacuum pumps find applications in various industries and processes. – They are commonly used in laboratories, research facilities, pharmaceutical production, vacuum drying, vacuum filtration, and other applications that require moderate vacuum levels and low flow rates. 6. Cost-Effective: – Piston vacuum pumps are often more cost-effective compared to other high-vacuum pumps such as turbomolecular pumps or cryogenic pumps. – They provide a reliable and affordable solution for achieving vacuum requirements in many applications. 7. Easy Maintenance: – Piston vacuum pumps are relatively easy to maintain. – Regular maintenance tasks include checking and replacing lubricating oil, inspecting and cleaning valves, and ensuring proper sealing. – Routine maintenance helps to prolong the lifespan of the pump and maintain its performance. 8. Durability: – Piston vacuum pumps are known for their durability and long operational life. – They are designed to withstand continuous operation and handle demanding vacuum conditions. – With proper care and maintenance, piston vacuum pumps can provide reliable performance over an extended period. 9. Versatility: – Piston vacuum pumps can handle a wide range of gases, including inert gases, corrosive gases, and vapors. – This versatility makes them suitable for diverse applications in different industries. In summary, the advantages of using piston vacuum pumps include their ability to achieve high vacuum levels, handle low flow rates, compact and portable design, oil lubrication for smooth operation, wide range of applications, cost-effectiveness, easy maintenance, durability, and versatility. These advantages make piston vacuum pumps a popular choice in various industries where moderate vacuum levels and controlled evacuation are required.
Can Piston Vacuum Pumps Be Used in Medical or Pharmaceutical Applications?Yes, piston vacuum pumps can be used in medical and pharmaceutical applications. Here’s a detailed explanation: – Piston vacuum pumps are versatile and widely used in various industries, including medical and pharmaceutical sectors. – Medical and pharmaceutical applications often require vacuum technology for processes such as filtration, degassing, drying, and sample preparation. – Piston vacuum pumps offer several advantages that make them suitable for these applications: – High Vacuum Levels: Piston pumps can achieve high vacuum levels, which are often necessary in medical and pharmaceutical processes that require precise control and removal of gases or vapors. – Contamination-Free Operation: Piston pumps can provide contamination-free operation, making them suitable for applications where maintaining a sterile or clean environment is crucial, such as in pharmaceutical manufacturing or medical research laboratories. – Oil-Free Operation: Some piston vacuum pumps are designed to operate without oil lubrication. Oil-free pumps eliminate the risk of oil contamination in sensitive medical or pharmaceutical processes and avoid the need for oil changes or maintenance associated with oil-lubricated pumps. – Quiet Operation: Piston pumps can be engineered to operate with reduced noise levels, which is advantageous in medical and pharmaceutical settings where a quiet working environment is desired. – Durability and Reliability: Piston pumps are known for their robust construction and durability, allowing them to withstand demanding applications and provide reliable performance over extended periods. – Compact Size: Piston vacuum pumps are available in compact designs, making them suitable for applications where space is limited, such as in medical devices or portable pharmaceutical equipment. – Some specific medical and pharmaceutical applications where piston vacuum pumps are commonly used include: – Vacuum Filtration: Piston pumps are used to generate the necessary vacuum for filtering solutions or suspensions in laboratory or industrial settings. This process is often employed in pharmaceutical research, production of vaccines, or purification of drugs. – Freeze Drying: Piston vacuum pumps assist in the freeze-drying process, which is a common technique used in the pharmaceutical industry to preserve and stabilize sensitive drugs or biological samples. – Vacuum Packaging: Piston pumps are utilized for creating a vacuum in packaging processes where maintaining product quality and extending shelf life are critical, such as in the pharmaceutical packaging of medicines or medical devices. – Laboratory Evaporation: Piston vacuum pumps are employed in laboratory applications for the evaporation of solvents or liquids in medical or pharmaceutical research, drug development, or quality control processes. – It is important to select the appropriate piston vacuum pump model based on the specific requirements of the medical or pharmaceutical application. Factors to consider include vacuum level needed, flow rate, compatibility with the handled substances, and compliance with industry regulations and standards. – Additionally, compliance with Good Manufacturing Practices (GMP) and other regulatory guidelines is crucial when using piston vacuum pumps in medical or pharmaceutical applications to ensure product safety, quality, and regulatory compliance. In summary, piston vacuum pumps are suitable for use in medical and pharmaceutical applications due to their ability to achieve high vacuum levels, provide contamination-free and oil-free operation, offer quiet and reliable performance, and accommodate compact design requirements. They are commonly used in processes such as vacuum filtration, freeze drying, vacuum packaging, and laboratory evaporation in these industries.
Are There Oil-Free Piston Vacuum Pump Options Available?Yes, there are oil-free piston vacuum pump options available. Here’s a detailed explanation: 1. Oil-Free Technology: – Traditional piston vacuum pumps use oil as a lubricant and sealant in their operation. – However, advancements in vacuum pump technology have led to the development of oil-free piston vacuum pumps. – Oil-free piston pumps are designed to operate without the need for lubricating oil, eliminating the risk of oil contamination and the need for oil changes. 2. Dry Running Operation: – Oil-free piston vacuum pumps achieve lubrication and sealing through alternative means. – They often utilize materials such as self-lubricating polymers or advanced coatings on the piston and cylinder surfaces. – These materials reduce friction and provide sufficient sealing to maintain vacuum levels without the need for oil. 3. Applications: – Oil-free piston vacuum pumps are suitable for a wide range of applications where oil contamination is a concern. – They are commonly used in industries such as food and beverage, pharmaceutical, electronics, laboratories, and medical where a clean and oil-free vacuum environment is required. 4. Advantages: – The primary advantage of oil-free piston vacuum pumps is their ability to provide a clean and oil-free vacuum. – They eliminate the risk of oil contamination, which is crucial in sensitive applications such as semiconductor manufacturing or pharmaceutical production. – Oil-free pumps also simplify maintenance since there is no need for oil changes or regular oil monitoring. 5. Considerations: – While oil-free piston vacuum pumps offer advantages, they also have some considerations to keep in mind. – They may have slightly lower ultimate vacuum levels compared to oil-lubricated pumps. – The absence of oil as a lubricant may result in slightly higher operating temperatures and increased wear on piston and cylinder surfaces. – It’s important to select an oil-free piston vacuum pump that is suitable for the specific application requirements and consider the trade-offs between performance, cost, and maintenance. 6. Alternative Pump Technologies: – In some cases, where oil-free operation is critical or specific vacuum levels are required, alternative pump technologies may be more suitable. – Dry screw pumps, claw pumps, or scroll pumps are examples of oil-free pump technologies that are widely used in various industries. – These pumps offer oil-free operation, high pumping speeds, and can achieve lower vacuum levels compared to oil-free piston pumps. In summary, oil-free piston vacuum pumps are available as an alternative to traditional oil-lubricated pumps. They provide a clean and oil-free vacuum environment, making them suitable for applications where oil contamination is a concern. However, it’s important to consider specific application requirements and explore alternative pump technologies if necessary.
China wholesaler Low Noise -92kpa Rocking Piston Vacuum Pump for Cleaning vacuum pump oil near meProduct Description
Product Parameters Complete solution leader in oilless air pump field * Oilless operation
Detailed Photos
Our Advantages
*Bearing 1.Standard product with ERB bearing, 14000 hours operation. 2.Customized imported TPI/NSK bearing *Motor 1.The coil adopts the fine pure copper enameled wire. 2.The rotor adopts the famous brand silicon steel sheet such as ZheJiang baosteel. *Valve 1.The valve steel of Sweden SANDVIK; Good flexibility and long durability. 2.Thickness from 0.08mm to 1.2mm, suitable for maximum pressure from 0.8 MPa to 1.2 MPa. *Piston ring 1.Wear-resistant high temperature; Ensure more than 10,000 hours of service life. 2.Customized imported piston ring. Product Application
Our manufacturing process
We design and produce all main parts by ourselves, along with the standard procedure and test equipment, so we can better control the quality and cost.Our factory starts from die-casting of aluminium, motor production, precision finishing, automatic assembly of pumps, the capacity is 300,000 units per month,we provide OEM/ODM service so that can better achieve high-end customization and development for customers. Our company possess strong technical research and development force, owns self-design and new product development capabilities, we concentrate on building a “flagship type” enterprise with the whole series of product lines of domestic and international medical use oilless air pumps.Technological innovation is the source of enterprise’s high quality development. We have a complete set of testing laboratories such as motor lab,high and low temperature lab,ROHS lab and Life test etc. Our factory owns 8 motor production lines,16 aluminum die-casting machines, more than 150 high precision CNC lathes and more than 20 CNC machines. From the essential motor design to the entire design of the pump, it has been professionally tested, verified and validated, Our factory has full vertical integration for whole supply chain,So the quality can be firmly controlled by ourselves.
Our Service
Certifications
We specialize in the designing and manufacturing various kinds of oil free air compressor, vacuum pump since 2571,especially for medical applicaton,we are the vendor of Omron, Panasonic,Invacare, Nidek Medical etc. Strive for survival by quality, seek benefits from management. Our company regards product quality as the life and continuous pursuit of the enterprise. Our company complies with the requirements of, implements the standardized management of R&D,production,quality assurance and production services, and sets up the strict operation specifications and procedures for each process. Our products have passed the ETL,CE,CCC and other certifications, CZPT the leading level in the world.Our company has more than 20 invention patents and utility patents. Our company has acquired the certifications of “National High-Tech Enterprises”,”ZheJiang Private Science and Technology Enterprises”,”ZheJiang Engineering Technology Center” and so on. We are dedicated to working with the global intelligent product brand owners, retailers and distributors to establish a CZPT long-term OEM / ODM business partnerships. /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
How Does Piston Displacement Affect the Pump’s Performance?Piston displacement is a crucial factor that significantly affects the performance of a piston vacuum pump. Here’s a detailed explanation: Piston displacement refers to the volume of gas or air that a piston vacuum pump can move during each stroke of the piston. It determines the pump’s capacity or flow rate, which is the amount of gas that the pump can evacuate per unit of time. 1. Flow Rate: – The piston displacement directly influences the flow rate of the pump. – A larger piston displacement corresponds to a higher flow rate, meaning the pump can evacuate a larger volume of gas per unit of time. – Conversely, a smaller piston displacement results in a lower flow rate. 2. Pumping Speed: – The pumping speed is a measure of how quickly a vacuum pump can remove gas molecules from a system. – The piston displacement is directly related to the pumping speed of the pump. – A larger piston displacement leads to a higher pumping speed, allowing for faster evacuation of the system. – A smaller piston displacement results in a lower pumping speed, which may require more time to achieve the desired vacuum level. 3. Vacuum Level: – The piston displacement indirectly affects the achievable vacuum level of the pump. – A larger piston displacement can help reach lower pressures and achieve a deeper vacuum. – However, it’s important to note that achieving a deep vacuum also depends on other factors such as the design of the pump, the quality of the seals, and the operating conditions. 4. Power Consumption: – The piston displacement can impact the power consumption of the pump. – A larger piston displacement typically requires more power to operate the pump due to the increased volume of gas being moved. – Conversely, a smaller piston displacement may result in lower power consumption. 5. Size and Weight: – The piston displacement affects the size and weight of the pump. – A larger piston displacement generally requires a larger pump size and may increase the weight of the pump. – On the other hand, a smaller piston displacement can result in a more compact and lightweight pump. It’s important to select a piston vacuum pump with an appropriate piston displacement based on the specific application requirements. In summary, the piston displacement of a vacuum pump directly influences its flow rate, pumping speed, achievable vacuum level, power consumption, and size. Understanding the relationship between piston displacement and pump performance is crucial in choosing the right pump for a given application.
Can Piston Vacuum Pumps Be Used in Medical or Pharmaceutical Applications?Yes, piston vacuum pumps can be used in medical and pharmaceutical applications. Here’s a detailed explanation: – Piston vacuum pumps are versatile and widely used in various industries, including medical and pharmaceutical sectors. – Medical and pharmaceutical applications often require vacuum technology for processes such as filtration, degassing, drying, and sample preparation. – Piston vacuum pumps offer several advantages that make them suitable for these applications: – High Vacuum Levels: Piston pumps can achieve high vacuum levels, which are often necessary in medical and pharmaceutical processes that require precise control and removal of gases or vapors. – Contamination-Free Operation: Piston pumps can provide contamination-free operation, making them suitable for applications where maintaining a sterile or clean environment is crucial, such as in pharmaceutical manufacturing or medical research laboratories. – Oil-Free Operation: Some piston vacuum pumps are designed to operate without oil lubrication. Oil-free pumps eliminate the risk of oil contamination in sensitive medical or pharmaceutical processes and avoid the need for oil changes or maintenance associated with oil-lubricated pumps. – Quiet Operation: Piston pumps can be engineered to operate with reduced noise levels, which is advantageous in medical and pharmaceutical settings where a quiet working environment is desired. – Durability and Reliability: Piston pumps are known for their robust construction and durability, allowing them to withstand demanding applications and provide reliable performance over extended periods. – Compact Size: Piston vacuum pumps are available in compact designs, making them suitable for applications where space is limited, such as in medical devices or portable pharmaceutical equipment. – Some specific medical and pharmaceutical applications where piston vacuum pumps are commonly used include: – Vacuum Filtration: Piston pumps are used to generate the necessary vacuum for filtering solutions or suspensions in laboratory or industrial settings. This process is often employed in pharmaceutical research, production of vaccines, or purification of drugs. – Freeze Drying: Piston vacuum pumps assist in the freeze-drying process, which is a common technique used in the pharmaceutical industry to preserve and stabilize sensitive drugs or biological samples. – Vacuum Packaging: Piston pumps are utilized for creating a vacuum in packaging processes where maintaining product quality and extending shelf life are critical, such as in the pharmaceutical packaging of medicines or medical devices. – Laboratory Evaporation: Piston vacuum pumps are employed in laboratory applications for the evaporation of solvents or liquids in medical or pharmaceutical research, drug development, or quality control processes. – It is important to select the appropriate piston vacuum pump model based on the specific requirements of the medical or pharmaceutical application. Factors to consider include vacuum level needed, flow rate, compatibility with the handled substances, and compliance with industry regulations and standards. – Additionally, compliance with Good Manufacturing Practices (GMP) and other regulatory guidelines is crucial when using piston vacuum pumps in medical or pharmaceutical applications to ensure product safety, quality, and regulatory compliance. In summary, piston vacuum pumps are suitable for use in medical and pharmaceutical applications due to their ability to achieve high vacuum levels, provide contamination-free and oil-free operation, offer quiet and reliable performance, and accommodate compact design requirements. They are commonly used in processes such as vacuum filtration, freeze drying, vacuum packaging, and laboratory evaporation in these industries.
What Is the Role of Lubrication in Piston Vacuum Pump Operation?Lubrication plays a crucial role in the operation of a piston vacuum pump. Here’s a detailed explanation: 1. Reduction of Friction: – Lubrication is essential for reducing friction between moving parts within the pump. – In a piston vacuum pump, the piston moves up and down inside the cylinder, and lubrication helps to minimize the friction between the piston rings and the cylinder wall. – By reducing friction, lubrication prevents excessive wear and heat generation, ensuring smooth and efficient operation of the pump. 2. Sealing and Leakage Prevention: – Lubrication helps to maintain proper sealing between the piston rings and the cylinder wall. – The lubricating oil forms a thin film between these surfaces, creating a barrier that prevents gas leakage during the compression and vacuum creation process. – Effective sealing is crucial for maintaining the desired vacuum level and preventing air or gas from entering the pump. 3. Cooling and Heat Dissipation: – Piston vacuum pumps generate heat during operation, particularly due to the compression of gases. – Lubricating oil helps in dissipating the heat generated, preventing the pump from overheating. – The oil absorbs heat from the pump’s internal components and transfers it to the pump’s housing or cooling system. – Proper cooling and heat dissipation contribute to the pump’s overall performance and prevent damage due to excessive heat buildup. 4. Contaminant Removal: – Lubrication also aids in removing contaminants or particles that may enter the pump. – The oil acts as a carrier, trapping and carrying away small particles or debris that could potentially damage the pump’s components. – The oil passes through filters that help to remove these contaminants, keeping the pump’s internal parts clean and functioning properly. 5. Corrosion Prevention: – Some lubricating oils contain additives that provide corrosion protection. – These additives form a protective film on the pump’s internal surfaces, preventing corrosion caused by exposure to moisture or corrosive gases. – Corrosion prevention is crucial for maintaining the pump’s performance, extending its lifespan, and minimizing the need for repairs or component replacement. 6. Proper Lubrication Selection: – Selecting the appropriate lubricating oil is essential for the proper functioning of a piston vacuum pump. – Different pump models and manufacturers may recommend specific oil types or viscosities to ensure optimal performance and longevity. – It is crucial to follow the manufacturer’s guidelines regarding oil selection, oil level, and oil change intervals. In summary, lubrication plays a vital role in piston vacuum pump operation by reducing friction, maintaining proper sealing, dissipating heat, removing contaminants, and preventing corrosion. Proper lubrication selection and adherence to manufacturer’s guidelines are crucial for ensuring the pump’s efficient and reliable performance.
China wholesaler Mini Silent Rocking Farm Milking Milker Oil Less Vacuum Piston Pump vacuum pump beltProduct Description
Mini Silent rocking piston Farm milking milker oil less vacuum pump Advantages: PRANSCH oil-less rocking piston pump and air compressor combines the best characteristics of traditional piston pumps(air compressor) and diaphragm pumps into small units with excellent features.
This series is ideal for use in applications where oil-mist is undesirable. For examples, pressure/vacuum filtration, air sampling, water aeration, flame photometer, etc. Specification:
Why use a Rocking Piston Product? Variety Performance Reliable Clean Air Application:
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
What Are the Key Components of a Piston Vacuum Pump?A piston vacuum pump consists of several key components that work together to create a vacuum. Here’s a detailed explanation of these components: 1. Cylinder: – The cylinder is a cylindrical chamber where the piston moves back and forth. – It provides the housing for the piston and plays a crucial role in creating the vacuum by changing the volume of the chamber. 2. Piston: – The piston is a movable component that fits inside the cylinder. – It creates a seal between the piston and cylinder walls, allowing the pump to create a pressure differential and generate a vacuum. – The piston is typically driven by a motor or an external power source. 3. Intake Valve: – The intake valve allows gas or air to enter the cylinder during the suction stroke. – It opens when the piston moves downward, creating a vacuum and drawing gas into the cylinder from the system being evacuated. 4. Exhaust Valve: – The exhaust valve allows the expelled gas to exit the cylinder during the compression stroke. – It opens when the piston moves upward, allowing the compressed gas to be expelled from the cylinder. 5. Lubrication System: – Piston vacuum pumps often incorporate a lubrication system to ensure smooth operation and maintain an airtight seal between the piston and cylinder walls. – Lubricating oil is introduced into the cylinder to provide lubrication and help maintain the seal. – The lubrication system also helps to cool the pump by dissipating heat generated during operation. 6. Cooling System: – Some piston vacuum pumps may include a cooling system to prevent overheating. – This can involve the circulation of a cooling fluid or the use of cooling fins to dissipate heat generated during operation. 7. Pressure Gauges and Controls: – Pressure gauges are often installed to monitor the vacuum level or pressure within the system. – Control mechanisms, such as switches or valves, may be present to regulate the operation of the pump or maintain the desired vacuum level. 8. Motor or Power Source: – The piston in a piston vacuum pump is typically driven by a motor or an external power source. – The motor provides the necessary mechanical energy to move the piston back and forth, creating the suction and compression strokes. 9. Frame or Housing: – The components of the piston vacuum pump are housed within a frame or housing that provides structural support and protection. – The frame or housing also helps to reduce noise and vibration during operation. In summary, the key components of a piston vacuum pump include the cylinder, piston, intake valve, exhaust valve, lubrication system, cooling system, pressure gauges and controls, motor or power source, and the frame or housing. These components work together to create a vacuum by reciprocating the piston within the cylinder, allowing gas to be drawn in and expelled, while maintaining an airtight seal. The lubrication and cooling systems, as well as pressure gauges and controls, ensure smooth and efficient operation of the pump.
Can Piston Vacuum Pumps Be Used for Vacuum Drying Processes?Yes, piston vacuum pumps can be used for vacuum drying processes. Here’s a detailed explanation: 1. Vacuum Drying Process: – Vacuum drying is a process used to remove moisture or other volatile substances from a material or product by subjecting it to reduced pressure. – The reduced pressure lowers the boiling point of the moisture, allowing it to evaporate at lower temperatures. – Vacuum drying is commonly used in industries such as food processing, pharmaceuticals, ceramics, and electronics to dry heat-sensitive or delicate materials. 2. Vacuum Generation: – Piston vacuum pumps are well-suited for generating the required vacuum levels for drying processes. – These pumps create a vacuum by drawing air or gas out of the drying chamber, reducing the pressure inside. – The piston inside the pump moves up and down, creating a pumping action that helps to evacuate the chamber and maintain the desired vacuum level. 3. Advantages of Piston Vacuum Pumps for Vacuum Drying: – Piston vacuum pumps offer several advantages that make them suitable for vacuum drying processes: – High Vacuum Levels: Piston pumps can achieve relatively high vacuum levels, allowing efficient moisture removal from the material being dried. – Controllable Vacuum Levels: These pumps often have adjustable speed or flow rate controls, enabling precise control of the vacuum level during the drying process. – Compatibility with Moisture-Laden Gases: Some drying processes involve the removal of moisture-laden gases. Piston pumps can handle these gases without significant performance degradation. – Robustness and Reliability: Piston vacuum pumps are known for their robust construction and reliability, making them suitable for continuous or long-duration drying processes. 4. Considerations for Vacuum Drying: – While piston vacuum pumps can be used for vacuum drying, there are a few considerations to keep in mind: – Temperature Sensitivity: Some drying processes require low-temperature operation due to the sensitivity of the material being dried. It’s important to select a piston pump that can handle the desired temperature range. – Moisture Compatibility: Depending on the drying process, the pump’s internal components may come into contact with moisture or other volatile substances. It’s essential to select a pump with suitable materials of construction that can withstand such conditions. – Condensable Vapors: In vacuum drying processes, condensation of vapors can occur. It’s important to ensure that the piston pump is equipped with appropriate features or accessories, such as condensate traps or separators, to handle condensable vapors. 5. System Integration: – Integrating the piston vacuum pump into the overall vacuum drying system requires consideration of factors such as proper sizing, sealing mechanisms, and connecting piping or hoses. – It’s important to ensure compatibility and proper integration between the pump, drying chamber, and any additional equipment or controls used in the process. In summary, piston vacuum pumps can be used effectively for vacuum drying processes. Their ability to generate high vacuum levels, controllability, compatibility with moisture-laden gases, and robustness make them suitable for a wide range of drying applications. However, it’s important to consider factors like temperature sensitivity, moisture compatibility, condensable vapors, and proper system integration to ensure successful and efficient vacuum drying operations.
Are There Oil-Free Piston Vacuum Pump Options Available?Yes, there are oil-free piston vacuum pump options available. Here’s a detailed explanation: 1. Oil-Free Technology: – Traditional piston vacuum pumps use oil as a lubricant and sealant in their operation. – However, advancements in vacuum pump technology have led to the development of oil-free piston vacuum pumps. – Oil-free piston pumps are designed to operate without the need for lubricating oil, eliminating the risk of oil contamination and the need for oil changes. 2. Dry Running Operation: – Oil-free piston vacuum pumps achieve lubrication and sealing through alternative means. – They often utilize materials such as self-lubricating polymers or advanced coatings on the piston and cylinder surfaces. – These materials reduce friction and provide sufficient sealing to maintain vacuum levels without the need for oil. 3. Applications: – Oil-free piston vacuum pumps are suitable for a wide range of applications where oil contamination is a concern. – They are commonly used in industries such as food and beverage, pharmaceutical, electronics, laboratories, and medical where a clean and oil-free vacuum environment is required. 4. Advantages: – The primary advantage of oil-free piston vacuum pumps is their ability to provide a clean and oil-free vacuum. – They eliminate the risk of oil contamination, which is crucial in sensitive applications such as semiconductor manufacturing or pharmaceutical production. – Oil-free pumps also simplify maintenance since there is no need for oil changes or regular oil monitoring. 5. Considerations: – While oil-free piston vacuum pumps offer advantages, they also have some considerations to keep in mind. – They may have slightly lower ultimate vacuum levels compared to oil-lubricated pumps. – The absence of oil as a lubricant may result in slightly higher operating temperatures and increased wear on piston and cylinder surfaces. – It’s important to select an oil-free piston vacuum pump that is suitable for the specific application requirements and consider the trade-offs between performance, cost, and maintenance. 6. Alternative Pump Technologies: – In some cases, where oil-free operation is critical or specific vacuum levels are required, alternative pump technologies may be more suitable. – Dry screw pumps, claw pumps, or scroll pumps are examples of oil-free pump technologies that are widely used in various industries. – These pumps offer oil-free operation, high pumping speeds, and can achieve lower vacuum levels compared to oil-free piston pumps. In summary, oil-free piston vacuum pumps are available as an alternative to traditional oil-lubricated pumps. They provide a clean and oil-free vacuum environment, making them suitable for applications where oil contamination is a concern. However, it’s important to consider specific application requirements and explore alternative pump technologies if necessary.
China best Sk Series Liquidring Vacuumpump, Refurbish Piston Vacuumpump, Efficiencysametonash Pump (SKC) in China vacuum pump beltProduct Description
.PRODUCT MAIN FEATURE:
Note: Q: What’s your Min MOQ? Q: How to resist cavitation in vacuum pump? Q:How long is warranty? Q:How can I pay for my items? What is the payment you can provide Q:what is the speed for handling complaints? Q:How to deal with infringement? Q:How about product quality and service assurance? Q: How about your local market share rate? Q:How is your After-sales service: Q:How about claims: Q:How to deal the trade disputes caused by rising sea freight and others:
How Does a Piston Vacuum Pump Work?A piston vacuum pump, also known as a reciprocating vacuum pump, operates using a piston mechanism to create a vacuum. Here’s a detailed explanation of its working principle: 1. Piston and Cylinder Assembly: – A piston vacuum pump consists of a piston and cylinder assembly. – The piston is a movable component that fits inside the cylinder and creates a seal between the piston and cylinder walls. 2. Intake and Exhaust Valves: – The cylinder has two valves: an intake valve and an exhaust valve. – The intake valve allows gas or air to enter the cylinder during the suction stroke, while the exhaust valve allows the expelled gas to exit during the compression stroke. 3. Suction Stroke: – During the suction stroke, the piston moves downward, creating a vacuum within the cylinder. – As the piston moves down, the intake valve opens, allowing gas or air from the system being evacuated to enter the cylinder. – The volume within the cylinder increases, causing a decrease in pressure and the creation of a partial vacuum. 4. Compression Stroke: – After the suction stroke, the piston moves upward during the compression stroke. – As the piston moves up, the intake valve closes, preventing backflow of gas into the evacuated system. – Simultaneously, the exhaust valve opens, allowing the gas trapped in the cylinder to be expelled. – The upward movement of the piston reduces the volume within the cylinder, compressing the gas and increasing its pressure. 5. Expulsion of Gas: – Once the compression stroke is complete, the gas is expelled through the exhaust valve. – The exhaust valve then closes, ready for the next suction stroke. – This process of alternating suction and compression strokes continues, gradually reducing the pressure within the evacuated system. 6. Lubrication: – Piston vacuum pumps require lubrication for smooth operation and to maintain the airtight seal between the piston and cylinder walls. – Lubricating oil is often introduced into the cylinder to provide lubrication and help maintain the seal. – The oil also helps to cool the pump by dissipating heat generated during operation. 7. Applications: – Piston vacuum pumps are commonly used in applications where high vacuum levels and low flow rates are required. – They are suitable for processes such as laboratory work, vacuum drying, vacuum filtration, and other applications that require moderate vacuum levels. In summary, a piston vacuum pump operates by creating a vacuum through the reciprocating motion of a piston within a cylinder. The suction stroke creates a vacuum by lowering the pressure within the cylinder, while the compression stroke expels the gas and increases its pressure. This cyclic process continues, gradually reducing the pressure within the system being evacuated. Piston vacuum pumps are commonly used in various applications that require moderate vacuum levels and low flow rates.
What Industries Commonly Rely on Piston Vacuum Pumps?Various industries rely on piston vacuum pumps for their specific applications and requirements. Here’s a detailed explanation: 1. Manufacturing and Industrial Processes: – Piston vacuum pumps find extensive use in manufacturing and industrial processes across different sectors. – They are commonly employed in vacuum packaging, where they help create a vacuum environment to preserve and extend the shelf life of food products. – In the automotive industry, piston vacuum pumps are utilized in brake booster systems to provide the necessary vacuum for power braking. – Other industrial applications include vacuum molding, vacuum drying, vacuum distillation, and vacuum filtration. 2. Pharmaceuticals and Medical Industry: – The pharmaceutical and medical industry extensively relies on piston vacuum pumps for various critical processes. – These pumps are used in pharmaceutical manufacturing for vacuum drying, solvent recovery, and distillation processes. – In medical applications, piston vacuum pumps are utilized in vacuum suction devices and medical laboratory equipment. – They are also employed in vacuum autoclaves for sterilization purposes. 3. Research and Laboratory Settings: – Piston vacuum pumps are commonly found in research laboratories and scientific facilities. – They are used for creating vacuum conditions in laboratory equipment such as vacuum ovens, freeze dryers, and vacuum desiccators. – These pumps are crucial for applications like sample preparation, material testing, and scientific experiments requiring controlled environments. 4. Electronics and Semiconductor Manufacturing: – The electronics and semiconductor industry heavily relies on piston vacuum pumps for various manufacturing processes. – They are utilized in vacuum deposition systems for thin film coating, such as physical vapor deposition (PVD) and chemical vapor deposition (CVD). – Piston pumps are also employed in vacuum furnaces for heat treatment processes in semiconductor fabrication. – Other applications include vacuum packaging of electronic components and devices. 5. Food Processing and Packaging: – Piston vacuum pumps play a significant role in the food processing and packaging industry. – They are used for vacuum packaging of perishable food items, preventing spoilage and extending shelf life. – In food processing, these pumps assist in vacuum concentration, freeze drying, and deaeration processes. 6. Environmental and Waste Management: – Piston vacuum pumps find applications in environmental and waste management sectors. – They are used in vacuum systems for wastewater treatment, including processes like aeration, filtration, and sludge dewatering. – Piston pumps also assist in industrial and municipal waste management systems for vacuum collection or transfer of waste materials. 7. Other Industries: – Piston vacuum pumps have diverse applications in additional industries: – They are used in the glass manufacturing industry for vacuum lifting and handling of glass sheets or products. – Piston pumps find application in the printing industry for vacuum feeding and ink transfer systems. – They are employed in the power generation industry for steam condenser evacuation and turbine sealing systems. In summary, piston vacuum pumps find widespread use in industries such as manufacturing and industrial processes, pharmaceuticals and medical, research and laboratory settings, electronics and semiconductor manufacturing, food processing and packaging, environmental and waste management, as well as in other sectors like glass manufacturing, printing, and power generation.
Are Piston Vacuum Pumps Suitable for Laboratory Use?Yes, piston vacuum pumps are commonly used and well-suited for laboratory applications. Here’s a detailed explanation: 1. Versatility: – Piston vacuum pumps offer versatility and can be utilized in a wide range of laboratory processes and equipment. – They are compatible with various laboratory applications such as vacuum ovens, freeze dryers, vacuum filtration systems, and rotary evaporators. 2. Vacuum Generation: – Piston vacuum pumps are capable of generating and maintaining deep vacuum levels, making them suitable for laboratory use. – They can achieve vacuum levels ranging from millitorr (10-3 Torr) to microns (10-6 Torr), depending on the specific pump design and operating conditions. 3. Control and Precision: – Piston vacuum pumps provide precise control over the vacuum level, allowing researchers to create and maintain the desired pressure conditions in their experiments. – The pumps offer fine-tuning capabilities to achieve the optimal vacuum level required for specific laboratory processes. 4. Reliability and Durability: – Piston vacuum pumps are known for their reliability and durability, which are crucial factors in laboratory environments. – They are designed to withstand continuous operation and frequent use, ensuring consistent performance over extended periods. 5. Low Contamination Risk: – Piston vacuum pumps are designed with airtight seals that minimize the risk of contamination. – This is particularly important in laboratory settings where maintaining a clean and uncontaminated environment is vital for accurate and reliable experimental results. 6. Cost-Effective Solution: – Piston vacuum pumps are generally more cost-effective compared to other types of vacuum pumps. – They offer a balance between performance and affordability, making them a preferred choice for many laboratory budgets. 7. Ease of Maintenance: – Piston vacuum pumps are relatively easy to maintain, with readily available spare parts and service support. – Routine maintenance tasks such as changing oil, inspecting seals, and cleaning can be easily performed, ensuring the pump’s longevity and consistent performance. In summary, piston vacuum pumps are highly suitable for laboratory use due to their versatility, ability to generate deep vacuum levels, precise control, reliability, low contamination risk, cost-effectiveness, and ease of maintenance. They are widely utilized in various laboratory applications and provide researchers with the necessary vacuum conditions for their experiments and processes.
China manufacturer Mini Portable Piston Oil Free Vacuum Pump for Material Handling vacuum pump oil near meProduct Description
High Quality Small Mini Portable Air Dry Oil Less Piston Oilless Oilfree Vacuum Pump for Material Handling Advantages: PRANSCH oil-less rocking piston pump and air compressor combines the best characteristics of traditional piston pumps(air compressor) and diaphragm pumps into small units with excellent features.
This series is ideal for use in applications where oil-mist is undesirable. For examples, pressure/vacuum filtration, air sampling, water aeration, flame photometer, etc. Specification:
Why use a Rocking Piston Product? Performance Reliable Clean Air Application:
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
What Are the Typical Applications of Piston Vacuum Pumps?Piston vacuum pumps find applications in various industries and processes. Here’s a detailed explanation of the typical applications of piston vacuum pumps: 1. Laboratories and Research Facilities: – Piston vacuum pumps are commonly used in laboratories and research facilities for a wide range of applications. – They are utilized in vacuum ovens, freeze dryers, vacuum filtration systems, and other equipment requiring controlled evacuation. 2. Pharmaceuticals and Biotechnology: – In the pharmaceutical and biotechnology industries, piston vacuum pumps are employed for processes such as solvent evaporation, distillation, and filtration. – They are used in drug manufacturing, vaccine production, and research involving biochemistry and molecular biology. 3. Food Processing and Packaging: – Piston vacuum pumps play a vital role in the food processing and packaging industry. – They are used in vacuum packaging machines to remove air from packaging containers, extending the shelf life of food products. 4. HVAC and Refrigeration Systems: – Piston vacuum pumps are utilized in HVAC (Heating, Ventilation, and Air Conditioning) systems and refrigeration systems. – They help evacuate air and moisture from the systems to achieve the desired pressure and prevent contamination. 5. Manufacturing and Industrial Processes: – Piston vacuum pumps are employed in various manufacturing and industrial processes. – They are used for degassing, vacuum impregnation, vacuum drying, and other applications that require controlled evacuation. 6. Automotive Industry: – In the automotive industry, piston vacuum pumps are often used in brake booster systems. – They create a vacuum to assist in brake actuation, providing the necessary power for braking. 7. Electronics and Semiconductor Manufacturing: – Piston vacuum pumps are utilized in electronics and semiconductor manufacturing processes. – They help create a controlled environment with low-pressure conditions during the production of microchips, integrated circuits, and other electronic components. 8. Environmental Monitoring and Analysis: – Piston vacuum pumps are utilized in environmental monitoring and analysis equipment. – They are used in air sampling devices, gas analyzers, and other instruments that require precise vacuum control. 9. Scientific Research and Vacuum Systems: – Piston vacuum pumps are employed in various scientific research applications. – They are used in vacuum systems for particle accelerators, electron microscopes, mass spectrometers, surface analysis instruments, and other scientific equipment. In summary, piston vacuum pumps have diverse applications in laboratories, pharmaceuticals, food processing, HVAC systems, manufacturing processes, automotive industry, electronics, environmental monitoring, scientific research, and more. Their ability to provide controlled evacuation and achieve moderate vacuum levels makes them suitable for a wide range of industries and processes.
How Does the Cost of Piston Vacuum Pumps Compare to Other Types?The cost of piston vacuum pumps can vary depending on factors such as the pump’s size, capacity, features, and the specific manufacturer or supplier. Here’s a detailed explanation of how the cost of piston vacuum pumps compares to other types: – Piston vacuum pumps generally fall into the mid to high range in terms of cost compared to other types of vacuum pumps. – Compared to rotary vane pumps, which are another common type of vacuum pump, piston pumps are often more expensive. – This higher cost can be attributed to several factors: – Design and Construction: Piston vacuum pumps typically have a more complex design and construction, involving precision machining and tighter tolerances. This can contribute to higher manufacturing costs. – Performance and Features: Piston pumps often offer higher performance and greater pumping capacity compared to other types of pumps. They may also incorporate additional features such as variable speed control or advanced control systems, which can increase the cost. – Robustness and Durability: Piston pumps are known for their durability and ability to handle demanding applications. They are designed to withstand high pressures and heavy-duty operation, which can contribute to their higher cost. – On the other hand, when compared to more specialized or advanced vacuum pump technologies such as turbomolecular pumps or cryogenic pumps, piston vacuum pumps are generally more cost-effective. – Turbomolecular pumps, which are used in high-vacuum applications, are typically more expensive due to their complex design, high rotational speeds, and advanced materials used. – Cryogenic pumps, which rely on extremely low temperatures for vacuum creation, are also typically more expensive due to the specialized cooling systems and cryogenic components involved. – It’s important to note that the cost of any vacuum pump can also vary depending on factors such as the required pumping capacity, ultimate vacuum level, and specific industry or application requirements. – When considering the cost of a piston vacuum pump, it is crucial to assess the overall value it provides in terms of performance, reliability, durability, and suitability for the intended application. – Additionally, factors such as maintenance requirements, energy efficiency, and the availability of spare parts and service support should also be taken into account when evaluating the cost-effectiveness of a piston vacuum pump. In summary, piston vacuum pumps generally fall into the mid to high range in terms of cost compared to other types of vacuum pumps. While they may be more expensive than rotary vane pumps, they are often more cost-effective compared to specialized technologies such as turbomolecular pumps or cryogenic pumps. The specific cost of a piston vacuum pump can vary based on factors such as size, capacity, features, and manufacturer.
Can Piston Vacuum Pumps Handle Corrosive Gases or Vapors?Piston vacuum pumps are generally not suitable for handling corrosive gases or vapors. Here’s a detailed explanation: 1. Construction Materials: – Piston vacuum pumps are typically constructed with materials such as cast iron, aluminum, stainless steel, and various elastomers. – While these materials offer good resistance to normal operating conditions, they may not be compatible with corrosive substances. – Corrosive gases or vapors can attack and degrade the pump’s internal components, leading to reduced performance, increased wear, and potential failure. 2. Sealing and Contamination: – Piston vacuum pumps rely on tight seals and clearances to maintain the vacuum and prevent leakage. – Corrosive gases or vapors can degrade the seals and compromise their effectiveness. – This can result in increased leakage, reduced pumping efficiency, and potential contamination of the pump and the surrounding environment. 3. Maintenance and Service: – Handling corrosive gases or vapors requires specialized knowledge, materials, and maintenance procedures. – The pump may need additional protective measures, such as corrosion-resistant coatings or specialized seal materials, to withstand the corrosive environment. – Regular inspection, cleaning, and replacement of components may also be necessary to maintain the pump’s performance and prevent damage. 4. Alternative Pump Options: – If corrosive gases or vapors are involved in the application, it is advisable to consider alternative pump technologies that are specifically designed to handle such substances. – For corrosive gases, chemical-resistant pumps like diaphragm pumps, peristaltic pumps, or dry screw pumps may be more suitable. – These pumps are constructed with materials that offer superior resistance to corrosion and can handle a wide range of corrosive substances. – It is essential to consult the pump manufacturer or a vacuum system specialist to select the appropriate pump for handling corrosive gases or vapors. In summary, piston vacuum pumps are generally not recommended for handling corrosive gases or vapors due to their construction materials, sealing limitations, and the potential for damage and contamination. It is crucial to choose a pump specifically designed to handle corrosive substances or consider alternative pump technologies that can provide the required chemical resistance and performance.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||