Product Description
Product Parameter
| NOTE: All test values are nominal and for reference only. They are not guaranteed maximum or minimum limits, nor do they imply mean or median. | |
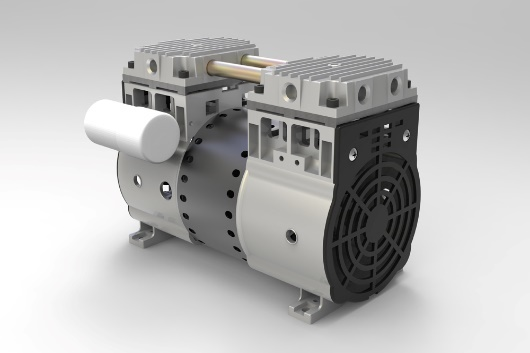
| Model Number | ZGK-120 |
| Performance Data | |
| Head configuration | Pressure parallel flow |
| Nominal voltage/frequency | 220V/50HZ |
| Max. Current | 2.3A |
| Max. Power | 480W |
| Max. Flow | 120L/MIN |
| Max. Vacuum | -90Kpa |
| Speed at rated load | 1400RPM |
| Noise | <57dB |
| Max.Pressure restart | 0 PSI |
| Electrical Data | |
| Motor type[Capacitance] | P.S.C(12uF) |
| Motor insulation class | B |
| Thermal switch[Open temperature] | Thermally protected(145°C) |
| Line lead wire color,gauge | Brown(hot),blue(neutral),18AWG |
| Capacitor lead wire color,gauge | Black,black,18 AWG |
| General Data | |
| Operating ambient air temperature | 50° to 104°F(10° to 40°C) |
| Safety certification | ETL |
| Dimension(LXWXH) | 242X124X184 MM |
| Installation size | 203X88.9 MM |
| Net weight | 8.5KG |
| Application | Surgical aspirator,Cleaning, Disinfection etc. |
Product Application
Our manufacturing process
Our Service
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Air Flow: | 120 L/Min |
|---|---|
| Vacuum: | -90kpa |
| Noise: | ≤57dB(a) |
| Brand Name: | OEM |
| Voltage: | 220V 50Hz |
| Power Source: | AC Power |
| Samples: |
US$ 120/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

How Does Piston Displacement Affect the Pump’s Performance?
Piston displacement is a crucial factor that significantly affects the performance of a piston vacuum pump. Here’s a detailed explanation:
Piston displacement refers to the volume of gas or air that a piston vacuum pump can move during each stroke of the piston. It determines the pump’s capacity or flow rate, which is the amount of gas that the pump can evacuate per unit of time.
1. Flow Rate:
– The piston displacement directly influences the flow rate of the pump.
– A larger piston displacement corresponds to a higher flow rate, meaning the pump can evacuate a larger volume of gas per unit of time.
– Conversely, a smaller piston displacement results in a lower flow rate.
2. Pumping Speed:
– The pumping speed is a measure of how quickly a vacuum pump can remove gas molecules from a system.
– The piston displacement is directly related to the pumping speed of the pump.
– A larger piston displacement leads to a higher pumping speed, allowing for faster evacuation of the system.
– A smaller piston displacement results in a lower pumping speed, which may require more time to achieve the desired vacuum level.
3. Vacuum Level:
– The piston displacement indirectly affects the achievable vacuum level of the pump.
– A larger piston displacement can help reach lower pressures and achieve a deeper vacuum.
– However, it’s important to note that achieving a deep vacuum also depends on other factors such as the design of the pump, the quality of the seals, and the operating conditions.
4. Power Consumption:
– The piston displacement can impact the power consumption of the pump.
– A larger piston displacement typically requires more power to operate the pump due to the increased volume of gas being moved.
– Conversely, a smaller piston displacement may result in lower power consumption.
5. Size and Weight:
– The piston displacement affects the size and weight of the pump.
– A larger piston displacement generally requires a larger pump size and may increase the weight of the pump.
– On the other hand, a smaller piston displacement can result in a more compact and lightweight pump.
It’s important to select a piston vacuum pump with an appropriate piston displacement based on the specific application requirements.
In summary, the piston displacement of a vacuum pump directly influences its flow rate, pumping speed, achievable vacuum level, power consumption, and size. Understanding the relationship between piston displacement and pump performance is crucial in choosing the right pump for a given application.

How Do You Troubleshoot Common Issues with Piston Vacuum Pumps?
Troubleshooting common issues with piston vacuum pumps involves a systematic approach to identify and resolve problems. Here’s a detailed explanation:
1. Insufficient Vacuum Level:
– If the vacuum level achieved by the piston pump is lower than expected:
– Check for leaks: Inspect all connections, seals, and fittings for any signs of leakage. Repair or replace any damaged components.
– Verify valve operation: Ensure that the valves in the pump are functioning correctly. Clean or replace any faulty valves that may be impeding the pump’s performance.
– Check for worn piston or cylinder: Examine the piston and cylinder for signs of wear. If necessary, replace these components to restore optimal vacuum performance.
2. Excessive Noise or Vibrations:
– If the piston pump is producing excessive noise or vibrations:
– Check for misalignment: Ensure that the pump is properly aligned with its drive mechanism. Adjust or realign as necessary.
– Inspect mounting and support: Examine the pump’s mounting and support structure to ensure it is stable and secure. Reinforce or repair any weak or damaged mounts.
– Verify lubrication: Adequate lubrication is crucial for smooth pump operation. Check the lubrication system and ensure it is supplying sufficient lubricant to all necessary components.
3. Overheating:
– If the piston pump is overheating:
– Check cooling system: Inspect the cooling system, including fans, heat exchangers, and cooling fins. Clean or replace any clogged or malfunctioning cooling components.
– Verify airflow: Ensure that there is proper airflow around the pump. Remove any obstructions or debris that may be impeding the flow of cooling air.
– Evaluate operating conditions: Examine the pump’s operating conditions, such as ambient temperature and duty cycle. Adjust these factors if necessary to prevent overheating.
4. Oil Contamination:
– If there is oil contamination in the vacuum system:
– Check oil seals: Inspect the seals in the pump for any signs of damage or wear. Replace any faulty seals that may be allowing oil leakage.
– Verify oil level and quality: Ensure that the pump’s oil level is correct and that the oil is clean and free from contaminants. Replace the oil if necessary.
– Evaluate oil mist separation: If the pump is equipped with oil mist separation mechanisms, verify their effectiveness. Clean or replace any filters or separators that may be compromised.
5. Insufficient Pumping Capacity:
– If the pump is unable to meet the required pumping capacity:
– Check for blockages: Inspect the intake and exhaust ports for any blockages or obstructions. Clear any debris or foreign objects that may be impeding the pump’s operation.
– Verify valve operation: Ensure that the valves are opening and closing properly. Clean or replace any valves that may be stuck or malfunctioning.
– Evaluate motor performance: Assess the motor driving the pump for any issues such as insufficient power or improper speed. Repair or replace the motor if necessary.
6. Manufacturer’s Guidelines:
– It’s important to consult the manufacturer’s guidelines and documentation for specific troubleshooting procedures and recommendations tailored to the particular piston vacuum pump model.
– Follow the manufacturer’s instructions for routine maintenance, inspections, and any specific troubleshooting steps provided.
In summary, troubleshooting common issues with piston vacuum pumps involves steps such as checking for leaks, verifying valve operation, inspecting for wear or misalignment, ensuring proper lubrication and cooling, addressing oil contamination, clearing blockages, and evaluating motor performance. Following the manufacturer’s guidelines and documentation is essential for accurate troubleshooting and resolving problems effectively.

What Are the Differences Between Single-Stage and Two-Stage Piston Vacuum Pumps?
Single-stage and two-stage piston vacuum pumps are two common types of pumps used for creating a vacuum. Here’s a detailed explanation of their differences:
1. Number of Stages:
– The primary difference between single-stage and two-stage piston vacuum pumps lies in the number of stages or steps involved in the compression process.
– A single-stage pump has a single piston that compresses the gas in one stroke.
– In contrast, a two-stage pump consists of two pistons arranged in series, allowing the gas to be compressed in two stages.
2. Compression Ratio:
– Single-Stage: In a single-stage piston vacuum pump, the compression ratio is limited to the single stroke of the piston. This means that the pump can achieve a compression ratio of approximately 10:1.
– Two-Stage: In a two-stage piston vacuum pump, the compression ratio is significantly higher. The first stage compresses the gas, and then it passes through an intermediate chamber before entering the second stage for further compression. This allows for a higher compression ratio, typically around 100:1.
3. Vacuum Level:
– Single-Stage: Single-stage piston vacuum pumps are generally suitable for applications that require moderate vacuum levels.
– They can achieve vacuum levels up to approximately 10-3 Torr (millitorr) or in the low micron range (10-6 Torr).
– Two-Stage: Two-stage piston vacuum pumps are capable of reaching deeper vacuum levels compared to single-stage pumps.
– They can achieve vacuum levels in the high vacuum range, typically down to 10-6 Torr or even lower, making them suitable for applications that require a more extensive vacuum.
4. Pumping Speed:
– Single-Stage: Single-stage pumps generally have a higher pumping speed or evacuation rate compared to two-stage pumps.
– This means that single-stage pumps can evacuate a larger volume of gas per unit of time, making them suitable for applications that require faster evacuation.
– Two-Stage: Two-stage pumps have a lower pumping speed compared to single-stage pumps.
– While they may have a slower evacuation rate, they compensate for it by achieving deeper vacuum levels.
5. Applications:
– Single-Stage: Single-stage piston vacuum pumps are commonly used in applications that require moderate vacuum levels and higher pumping speeds.
– They are suitable for laboratory use, vacuum packaging, HVAC systems, and various industrial processes.
– Two-Stage: Two-stage piston vacuum pumps are well-suited for applications that require deeper vacuum levels.
– They are commonly used in scientific research, semiconductor manufacturing, analytical instruments, and other processes that demand high vacuum conditions.
6. Size and Complexity:
– Single-Stage: Single-stage pumps are generally more compact and simpler in design compared to two-stage pumps.
– They have fewer components, making them easier to install, operate, and maintain.
– Two-Stage: Two-stage pumps are relatively larger and more complex in design due to the additional components required for the two-stage compression process.
– They may require more maintenance and expertise for operation and servicing.
In summary, the main differences between single-stage and two-stage piston vacuum pumps lie in the number of stages, compression ratio, achievable vacuum levels, pumping speed, applications, and size/complexity. Selecting the appropriate pump depends on the desired vacuum level, pumping speed requirements, and specific application needs.


editor by Dream 2024-04-29
China wholesaler -88kpa Low Energy Oilless Piston Vacuum Pump for Solvent Degassing vacuum pump for ac
Product Description
Product Parameter
| NOTE: All test values are nominal and for reference only. They are not guaranteed maximum or minimum limits, nor do they imply mean or median. | |
| Model Number | SMV-60 |
| Performance Data | |
| Head configuration | Pressure parallel flow |
| Nominal voltage/frequency | 220V/50HZ |
| Max. Current | 0.8A |
| Max. Power | 170W |
| Max. Flow | 60L/MIN |
| Max. Vacuum | -88Kpa |
| Speed at rated load | 1400RPM |
| Noise | <52dB |
| Max.Pressure restart | 0 PSI |
| Electrical Data | |
| Motor type[Capacitance] | P.S.C(6.5uF) |
| Motor insulation class | B |
| Thermal switch[Open temperature] | Thermally protected(145°C) |
| Line lead wire color,gauge | Brown(hot),blue(neutral),18AWG |
| Capacitor lead wire color,gauge | Black,black,18 AWG |
| General Data | |
| Operating ambient air temperature | 50° to 104°F(10° to 40°C) |
| Safety certification | ETL |
| Dimension(LXWXH) | 184X99X151 MM |
| Installation size | 121X70 MM |
| Net weight | 4.3KG |
| Application | Medical suctions, lab,vacuum packaing etc. |
Product Application
Our manufacturing process
Our Service
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | on Line Support and Free Spare Parts |
|---|---|
| Air Flow: | 60 L/Min |
| Vacuum: | -90kpa |
| Samples: |
US$ 80/Piece
1 Piece(Min.Order) | Order Sample |
|---|
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
| Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|

What Are the Key Components of a Piston Vacuum Pump?
A piston vacuum pump consists of several key components that work together to create a vacuum. Here’s a detailed explanation of these components:
1. Cylinder:
– The cylinder is a cylindrical chamber where the piston moves back and forth.
– It provides the housing for the piston and plays a crucial role in creating the vacuum by changing the volume of the chamber.
2. Piston:
– The piston is a movable component that fits inside the cylinder.
– It creates a seal between the piston and cylinder walls, allowing the pump to create a pressure differential and generate a vacuum.
– The piston is typically driven by a motor or an external power source.
3. Intake Valve:
– The intake valve allows gas or air to enter the cylinder during the suction stroke.
– It opens when the piston moves downward, creating a vacuum and drawing gas into the cylinder from the system being evacuated.
4. Exhaust Valve:
– The exhaust valve allows the expelled gas to exit the cylinder during the compression stroke.
– It opens when the piston moves upward, allowing the compressed gas to be expelled from the cylinder.
5. Lubrication System:
– Piston vacuum pumps often incorporate a lubrication system to ensure smooth operation and maintain an airtight seal between the piston and cylinder walls.
– Lubricating oil is introduced into the cylinder to provide lubrication and help maintain the seal.
– The lubrication system also helps to cool the pump by dissipating heat generated during operation.
6. Cooling System:
– Some piston vacuum pumps may include a cooling system to prevent overheating.
– This can involve the circulation of a cooling fluid or the use of cooling fins to dissipate heat generated during operation.
7. Pressure Gauges and Controls:
– Pressure gauges are often installed to monitor the vacuum level or pressure within the system.
– Control mechanisms, such as switches or valves, may be present to regulate the operation of the pump or maintain the desired vacuum level.
8. Motor or Power Source:
– The piston in a piston vacuum pump is typically driven by a motor or an external power source.
– The motor provides the necessary mechanical energy to move the piston back and forth, creating the suction and compression strokes.
9. Frame or Housing:
– The components of the piston vacuum pump are housed within a frame or housing that provides structural support and protection.
– The frame or housing also helps to reduce noise and vibration during operation.
In summary, the key components of a piston vacuum pump include the cylinder, piston, intake valve, exhaust valve, lubrication system, cooling system, pressure gauges and controls, motor or power source, and the frame or housing. These components work together to create a vacuum by reciprocating the piston within the cylinder, allowing gas to be drawn in and expelled, while maintaining an airtight seal. The lubrication and cooling systems, as well as pressure gauges and controls, ensure smooth and efficient operation of the pump.

What Are the Safety Precautions for Operating Piston Vacuum Pumps?
Operating piston vacuum pumps requires adherence to safety precautions to ensure the well-being of personnel and the proper functioning of the equipment. Here’s a detailed explanation of the safety precautions for operating piston vacuum pumps:
– Familiarize Yourself with the User Manual: Before operating a piston vacuum pump, thoroughly read and understand the user manual provided by the manufacturer. The manual contains important safety guidelines specific to the pump model.
– Personal Protective Equipment (PPE): Always wear appropriate personal protective equipment, such as safety goggles, gloves, and hearing protection, when operating the pump. This helps protect against potential hazards, including chemical exposure, flying debris, and noise.
– Ventilation: Ensure that the area where the pump is operated has adequate ventilation. Proper ventilation helps prevent the accumulation of fumes, vapors, or hazardous gases that may be generated during the pumping process.
– Electrical Safety: Follow electrical safety precautions, including proper grounding and connection of the pump to a suitable power source. Inspect power cords and plugs for any damage before use, and avoid using the pump in wet or damp environments.
– Pressure and Vacuum Limits: Operate the pump within its specified pressure and vacuum limits. Exceeding these limits can lead to equipment failure, compromising safety and performance.
– Overpressure Protection: Ensure the pump has appropriate overpressure protection mechanisms, such as relief valves or pressure sensors, to prevent excessive pressure buildup. Regularly inspect and maintain these safety devices to ensure their proper functioning.
– Cooling and Temperature: Pay attention to the cooling requirements of the pump. Adequate cooling is necessary to prevent overheating and potential damage to the pump. Avoid blocking or obstructing cooling vents or fins. Monitor the pump’s temperature during operation and follow any temperature-related guidelines provided by the manufacturer.
– Maintenance and Inspection: Regularly inspect and maintain the pump according to the manufacturer’s recommendations. This includes cleaning, lubricating, and replacing parts as necessary. Perform maintenance tasks only when the pump is turned off and disconnected from the power source.
– Emergency Stop: Familiarize yourself with the location and operation of the emergency stop button or switch on the pump. In case of any emergency or abnormal situation, immediately activate the emergency stop to shut down the pump safely.
– Training and Competence: Ensure that operators are adequately trained and competent to operate the piston vacuum pump. Proper training helps minimize the risks associated with incorrect operation or handling of the equipment.
– Hazardous Materials: If the pump is used with hazardous materials, follow appropriate safety protocols for handling, containment, and disposal. Be aware of the potential risks associated with the materials being pumped and take necessary precautions to mitigate those risks.
– Warning Signs and Labels: Pay attention to warning signs, labels, and markings on the pump, including safety instructions, hazard warnings, and operating instructions. Follow these instructions carefully to ensure safe operation.
– Emergency Procedures: Establish and communicate clear emergency procedures in case of accidents, spills, or other hazardous situations. Ensure that operators are aware of these procedures and know how to respond appropriately.
– Regular Risk Assessment: Conduct regular risk assessments of the pump operation to identify potential hazards and implement appropriate safety measures. Periodically review and update safety protocols based on the results of these assessments.
– Emergency Response Resources: Keep appropriate emergency response resources readily available, such as fire extinguishers, spill kits, and emergency eyewash stations, in case of accidents or spills.
In summary, operating piston vacuum pumps safely requires following several key safety precautions, including familiarizing yourself with the user manual, using appropriate personal protective equipment, ensuring proper ventilation, adhering to electrical safety guidelines, operating within pressure and vacuum limits, maintaining cooling requirements, performing regular maintenance and inspections, being aware of emergency stop procedures, providing adequate training and competence, handling hazardous materials safely, paying attention to warning signs and labels, establishing emergency procedures, conducting risk assessments, and keeping emergency response resources available.

How Do You Maintain and Service a Piston Vacuum Pump?
Maintaining and servicing a piston vacuum pump is essential to ensure its optimal performance and longevity. Here’s a detailed explanation:
1. Regular Inspection:
– Perform regular visual inspections of the pump to check for any signs of damage, leaks, or wear.
– Inspect the seals, gaskets, and fittings for any cracks or deterioration.
– Ensure that all connections are tight and secure.
2. Oil Change:
– Piston vacuum pumps typically require regular oil changes to maintain proper lubrication and prevent contamination.
– Follow the manufacturer’s guidelines regarding the frequency of oil changes.
– Drain the old oil completely and replace it with the recommended oil type and quantity.
– Dispose of the used oil according to proper environmental regulations.
3. Filter Replacement:
– Many piston vacuum pumps have filters to prevent dust, particles, and contaminants from entering the pump.
– Check the filter regularly and replace it as needed to maintain proper airflow and prevent clogging.
4. Cleaning:
– Keep the exterior of the pump and its surrounding area clean and free from debris.
– Use a soft cloth or brush to remove any dust or dirt accumulation.
– Avoid using harsh chemicals or solvents that may damage the pump’s surfaces.
5. Seals and Gaskets:
– Inspect the seals and gaskets regularly and replace them if they show signs of wear or damage.
– Ensure that the seals provide a proper airtight seal to prevent leaks and maintain vacuum performance.
6. Cooling System:
– If the piston vacuum pump has a cooling system, monitor it regularly to ensure proper functioning.
– Clean or replace the cooling system components as recommended by the manufacturer.
7. Professional Maintenance:
– Consider scheduling professional maintenance and service at regular intervals, especially for more complex or critical applications.
– Professional technicians can perform in-depth inspections, conduct performance tests, and address any specific issues or concerns.
– They can also provide recommendations on optimizing the pump’s performance and extending its lifespan.
8. Manufacturer Guidelines:
– Always refer to the manufacturer’s maintenance and service guidelines specific to your piston vacuum pump model.
– Follow their recommendations regarding oil type, oil level, maintenance intervals, and any other specific instructions.
– Adhering to the manufacturer’s guidelines ensures proper operation and prevents voiding the warranty.
In summary, maintaining and servicing a piston vacuum pump involves regular inspection, oil changes, filter replacement, cleaning, checking seals and gaskets, monitoring the cooling system, and considering professional maintenance. Following the manufacturer’s guidelines is crucial for effective maintenance and to maximize the pump’s performance and lifespan.
editor by Dream 2024-04-19
China Best Sales Twin Piston 3.5cfm Milker Use Oilless Vacuum Pump vacuum pump ac
Product Description
Product Parameter
| NOTE: All test values are nominal and for reference only. They are not guaranteed maximum or minimum limits, nor do they imply mean or median. | |
| Model Number | ZGK-100 |
| Performance Data | |
| Head configuration | Pressure parallel flow |
| Nominal voltage/frequency | 220V/50HZ |
| Max. Current | 1.8A |
| Max. Power | 390W |
| Max. Flow | 100L/MIN |
| Max. Vacuum | -90Kpa |
| Speed at rated load | 1400RPM |
| Noise | <57dB |
| Max.Pressure restart | 0 PSI |
| Electrical Data | |
| Motor type[Capacitance] | P.S.C(10uF) |
| Motor insulation class | B |
| Thermal switch[Open temperature] | Thermally protected(145°C) |
| Line lead wire color,gauge | Brown(hot),blue(neutral),18AWG |
| Capacitor lead wire color,gauge | Black,black,18 AWG |
| General Data | |
| Operating ambient air temperature | 50° to 104°F(10° to 40°C) |
| Safety certification | ETL |
| Dimension(LXWXH) | 242X124X184 MM |
| Installation size | 203X88.9 MM |
| Net weight | 7.5KG |
| Application | Medical suctions, lab,vacuum packaing etc. |
Product Application
Our manufacturing process
Our Service
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | on Line Support and Free Spare Parts |
|---|---|
| Air Flow: | 100 L/Min |
| Vacuum: | -90kpa |
| Samples: |
US$ 100/Piece
1 Piece(Min.Order) | Order Sample |
|---|
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
| Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|

Can Vacuum Pumps Be Used for Vacuum Furnaces?
Yes, vacuum pumps can be used for vacuum furnaces. Here’s a detailed explanation:
Vacuum furnaces are specialized heating systems used in various industries for heat treatment processes that require controlled environments with low or no atmospheric pressure. Vacuum pumps play a crucial role in creating and maintaining the vacuum conditions necessary for the operation of vacuum furnaces.
Here are some key points regarding the use of vacuum pumps in vacuum furnaces:
1. Vacuum Creation: Vacuum pumps are used to evacuate the furnace chamber, creating a low-pressure or near-vacuum environment. This is essential for the heat treatment processes carried out in the furnace, as it helps eliminate oxygen and other reactive gases, preventing oxidation or unwanted chemical reactions with the heated materials.
2. Pressure Control: Vacuum pumps provide the means to control and maintain the desired pressure levels within the furnace chamber during the heat treatment process. Precise pressure control is necessary to achieve the desired metallurgical and material property changes during processes such as annealing, brazing, sintering, and hardening.
3. Contamination Prevention: By removing gases and impurities from the furnace chamber, vacuum pumps help prevent contamination of the heated materials. This is particularly important in applications where cleanliness and purity of the processed materials are critical, such as in the aerospace, automotive, and medical industries.
4. Rapid Cooling: Some vacuum furnace systems incorporate rapid cooling capabilities, known as quenching. Vacuum pumps assist in facilitating the rapid cooling process by removing the heat generated during quenching, ensuring efficient cooling and minimizing distortion or other unwanted effects on the treated materials.
5. Process Flexibility: Vacuum pumps provide flexibility in the type of heat treatment processes that can be performed in vacuum furnaces. Different heat treatment techniques, such as vacuum annealing, vacuum brazing, or vacuum carburizing, require specific pressure levels and atmospheric conditions that can be achieved and maintained with the use of vacuum pumps.
6. Vacuum Pump Types: Different types of vacuum pumps can be used in vacuum furnaces, depending on the specific requirements of the heat treatment process. Commonly used vacuum pump technologies include oil-sealed rotary vane pumps, dry screw pumps, diffusion pumps, and cryogenic pumps. The choice of vacuum pump depends on factors such as required vacuum level, pumping speed, reliability, and compatibility with the process gases.
7. Maintenance and Monitoring: Proper maintenance and monitoring of vacuum pumps are essential to ensure their optimal performance and reliability. Regular inspections, lubrication, and replacement of consumables (such as oil or filters) are necessary to maintain the efficiency and longevity of the vacuum pump system.
8. Safety Considerations: Operating vacuum furnaces with vacuum pumps requires adherence to safety protocols. This includes proper handling of potentially hazardous gases or chemicals used in the heat treatment processes, as well as following safety guidelines for operating and maintaining the vacuum pump system.
Overall, vacuum pumps are integral components of vacuum furnaces, enabling the creation and maintenance of the required vacuum conditions for precise and controlled heat treatment processes. They contribute to the quality, consistency, and efficiency of the heat treatment operations performed in vacuum furnaces across a wide range of industries.

Can Vacuum Pumps Be Used in the Production of Solar Panels?
Yes, vacuum pumps are extensively used in the production of solar panels. Here’s a detailed explanation:
Solar panels, also known as photovoltaic (PV) panels, are devices that convert sunlight into electricity. The manufacturing process of solar panels involves several critical steps, many of which require the use of vacuum pumps. Vacuum technology plays a crucial role in ensuring the efficiency, reliability, and quality of solar panel production. Here are some key areas where vacuum pumps are utilized:
1. Silicon Ingot Production: The first step in solar panel manufacturing is the production of silicon ingots. These ingots are cylindrical blocks of pure crystalline silicon that serve as the raw material for solar cells. Vacuum pumps are used in the Czochralski process, which involves melting polycrystalline silicon in a quartz crucible and then slowly pulling a single crystal ingot from the molten silicon. Vacuum pumps create a controlled environment by removing impurities and preventing contamination during the crystal growth process.
2. Wafering: After the silicon ingots are produced, they undergo wafering, where the ingots are sliced into thin wafers. Vacuum pumps are used in wire saws to create a low-pressure environment that helps to cool and lubricate the cutting wire. The vacuum also assists in removing the silicon debris generated during the slicing process, ensuring clean and precise cuts.
3. Solar Cell Production: Vacuum pumps play a significant role in various stages of solar cell production. Solar cells are the individual units within a solar panel that convert sunlight into electricity. Vacuum pumps are used in the following processes:
– Diffusion: In the diffusion process, dopants such as phosphorus or boron are introduced into the silicon wafer to create the desired electrical properties. Vacuum pumps are utilized in the diffusion furnace to create a controlled atmosphere for the diffusion process and remove any impurities or gases that may affect the quality of the solar cell.
– Deposition: Thin films of materials such as anti-reflective coatings, passivation layers, and electrode materials are deposited onto the silicon wafer. Vacuum pumps are used in various deposition techniques like physical vapor deposition (PVD) or chemical vapor deposition (CVD) to create the necessary vacuum conditions for precise and uniform film deposition.
– Etching: Etching processes are employed to create the desired surface textures on the solar cell, which enhance light trapping and improve efficiency. Vacuum pumps are used in plasma etching or wet etching techniques to remove unwanted material or create specific surface structures on the solar cell.
4. Encapsulation: After the solar cells are produced, they are encapsulated to protect them from environmental factors such as moisture and mechanical stress. Vacuum pumps are used in the encapsulation process to create a vacuum environment, ensuring the removal of air and moisture from the encapsulation materials. This helps to achieve proper bonding and prevents the formation of bubbles or voids, which could degrade the performance and longevity of the solar panel.
5. Testing and Quality Control: Vacuum pumps are also utilized in testing and quality control processes during solar panel production. For example, vacuum systems can be used for leak testing to ensure the integrity of the encapsulation and to detect any potential defects or leaks in the panel assembly. Vacuum-based measurement techniques may also be employed for assessing the electrical characteristics and efficiency of the solar cells or panels.
In summary, vacuum pumps are integral to the production of solar panels. They are used in various stages of the manufacturing process, including silicon ingot production, wafering, solar cell production (diffusion, deposition, and etching), encapsulation, and testing. Vacuum technology enables precise control, contamination prevention, and efficient processing, contributing to the production of high-quality and reliable solar panels.
What Is the Purpose of a Vacuum Pump in an HVAC System?
In an HVAC (Heating, Ventilation, and Air Conditioning) system, a vacuum pump serves a crucial purpose. Here’s a detailed explanation:
The purpose of a vacuum pump in an HVAC system is to remove air and moisture from the refrigerant lines and the system itself. HVAC systems, particularly those that rely on refrigeration, operate under specific pressure and temperature conditions to facilitate the transfer of heat. To ensure optimal performance and efficiency, it is essential to evacuate any non-condensable gases, air, and moisture from the system.
Here are the key reasons why a vacuum pump is used in an HVAC system:
1. Removing Moisture: Moisture can be present within an HVAC system due to various factors, such as system installation, leaks, or improper maintenance. When moisture combines with the refrigerant, it can cause issues like ice formation, reduced system efficiency, and potential damage to system components. A vacuum pump helps remove moisture by creating a low-pressure environment, which causes the moisture to boil and turn into vapor, effectively evacuating it from the system.
2. Eliminating Air and Non-Condensable Gases: Air and non-condensable gases, such as nitrogen or oxygen, can enter an HVAC system during installation, repair, or through leaks. These gases can hinder the refrigeration process, affect heat transfer, and decrease system performance. By using a vacuum pump, technicians can evacuate the air and non-condensable gases, ensuring that the system operates with the designed refrigerant and pressure levels.
3. Preparing for Refrigerant Charging: Prior to charging the HVAC system with refrigerant, it is crucial to create a vacuum to remove any contaminants and ensure the system is clean and ready for optimal refrigerant circulation. By evacuating the system with a vacuum pump, technicians ensure that the refrigerant enters a clean and controlled environment, reducing the risk of system malfunctions and improving overall efficiency.
4. Leak Detection: Vacuum pumps are also used in HVAC systems for leak detection purposes. After evacuating the system, technicians can monitor the pressure to check if it holds steady. A significant drop in pressure indicates the presence of leaks, enabling technicians to identify and repair them before charging the system with refrigerant.
In summary, a vacuum pump plays a vital role in an HVAC system by removing moisture, eliminating air and non-condensable gases, preparing the system for refrigerant charging, and aiding in leak detection. These functions help ensure optimal system performance, energy efficiency, and longevity, while also reducing the risk of system malfunctions and damage.
editor by Dream 2024-04-19
China manufacturer Printing Paper Industry Piston Rocking Oilless Vacuum Pump vacuum pump electric
Product Description
Pransch PM1400V High Quality Portable Oil Free oilless dry Air Compressor Dental Vacuum Pump
Advantages:
Oil-less Vacuum Pumps / Air Compressors
PRANSCH oil-less rocking piston pump and air compressor combines the best characteristics of traditional piston pumps(air compressor) and diaphragm pumps into small units with excellent features.
- Light weight and very portable
- Durable and near ZERO maintenance
- Thermal protection (130 deg C)
- Power cord with plug, 1m length
- Shock mount
- Silencer – muffler
- Stainless steel vacuum and pressure gauge, both with oil damping
- Two stainless steel needle valves each with lock nut.
- All nickel plated fittings
- Power supply 230V, 50/60 Hz
Main application fields:
machines for pressotherapy, machines for dermabrasion, inhalation thermal therapies, money counting machines, silk screen printing machines, automatic feeder machines for book-binding, wood presses, suction lifting machines, pollutant sampling and analysis.
Specification:
| Model | Frequency | Flow | Pressure | Power | Speed | Current | Voltage | Heat | Sound | Weight | Hole | Installation Dimensions |
| Hz | L/min | Kpa | Kw | Min-1 | A | V | 0 C | db(A) | Kg | MM | MM | |
| PM200V | 50 | 33 | -84 | 0.10 | 1380 | 0.45 | 210/235 | 5-40 | 48 | 1.8 | 5 | L100xW74 |
| 60 | 50 | -84 | 0.12 | 1450 | 0.90 | 110/125 | 5-40 | 48 | 1.8 | 5 | ||
| PM300V | 50 | 66 | -86 | 0.12 | 1380 | 0.56 | 210/235 | 5-40 | 50 | 3.2 | 6 | L118xW70 |
| 60 | 75 | -86 | 0.14 | 1450 | 1.13 | 110/125 | 5-40 | 50 | 3.2 | 6 | ||
| PM400V | 50 | 80 | -92 | 0.32 | 1380 | 0.95 | 210/235 | 5-40 | 56 | 6.0 | 6 | L153xW95 |
| 60 | 92 | -92 | 0.36 | 1450 | 1.91 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM550V | 50 | 100 | -92 | 0.32 | 1380 | 1.50 | 210/235 | 5-40 | 56 | 6.0 | 6 | L148xW83 |
| 60 | 110 | -92 | 0.36 | 1450 | 3.10 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM1400V | 50 | 166 | -92 | 0.45 | 1380 | 1.90 | 210/235 | 5-40 | 58 | 8.5 | 6 | L203xW86 |
| 60 | 183 | -92 | 0.52 | 1450 | 4.10 | 110/125 | 5-40 | 58 | 8.5 | 6 | ||
| PM2000V | 50 | 216 | -92 | 0.55 | 1380 | 2.50 | 210/235 | 5-40 | 60 | 9.0 | 6 | L203xW86 |
| 60 | 250 | -92 | 0.63 | 1450 | 5.20 | 110/125 | 5-40 | 60 | 9.0 | 6 | ||
| HP2400V | 50 | 225 | -94 | 0.90 | 1380 | 3.30 | 210/235 | 5-40 | 75 | 17.0 | 7 | L246xW127 |
| 60 | 258 | -94 | 1.10 | 1450 | 6.90 | 110/125 | 5-40 | 75 | 17.0 | 7 | ||
| PM3000V | 50 | 230 | -94 | 1.10 | 1380 | 4.20 | 210/235 | 5-40 | 76 | 17.5 | 7 | L246xW127 |
| 60 | 266 | -94 | 1.30 | 1450 | 8.50 | 110/125 | 5-40 | 76 | 17.5 | 7 |
Why use a Rocking Piston Product?
Variety
Pransch oilless Rocking Piston air compressors and vacuum pumps, available in single, twin, miniature, and tankmounted
styles, are the perfect choice for hundreds of applications. Choose from dual frequency, shaded pole,
and permanent split capacitor (psc) electric motors with AC multi-voltage motors to match North American,
European, and CZPT power supplies. A complete line of recommended accessories as well as 6, 12, and
24 volt DC models in brush and brushless types are also available.
Performance
The rocking piston combines the best characteristics of piston and diaphragm air compressors into a small unit
with exceptional performance. Air flow capabilities from 3.4 LPM to 5.5 CFM (9.35 m3/h), pressure to 175 psi
(12.0 bar) and vacuum capabilities up to 29 inHg (31 mbar). Horsepowers range from 1/20 to 1/2 HP
(0.04 to 0.37 kW).
Reliable
These pumps are made to stand up through years of use. The piston rod and bearing assembly are bonded
together, not clamped; they will not slip, loosen, or misalign to cause trouble.
Clean Air
Because CZPT pumps are oil-free, they are ideal for use in applications in laboratories, hospitals, and the
food industry where oil mist contamination is undesirable.
Application:
- Transportation application include:Auto detailing Equipment,Braking Systems,Suspension Systems,Tire Inflators
- Food and Beverage application include:beverage dispensing,coffee and Espresso equipment,Food processing and packaging,Nitrogen Generation
- Medical and laboratory application include:Body fluid Analysis equipment,Dental compressors and hand tools,dental vacuum ovens,Dermatology equipment,eye surgery equipment,lab automation,Liposuction equipment,Medical aspiration,Nitrogen Generation,Oxygen concentrators,Vacuum Centrifuge,vacuum filtering,ventilators
- General industrial application include:Cable pressurization,core drilling
- Environmental application include:Dry sprinkler systems,Pond Aeration,Refrigerant Reclamation,Water Purification Systems
- Printing and packaging application include:vacuum frames
- material Handling application include:vacuum mixing
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Reciprocating Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Mainsuction Pump |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|
What Are the Key Components of a Piston Vacuum Pump?
A piston vacuum pump consists of several key components that work together to create a vacuum. Here’s a detailed explanation of these components:
1. Cylinder:
– The cylinder is a cylindrical chamber where the piston moves back and forth.
– It provides the housing for the piston and plays a crucial role in creating the vacuum by changing the volume of the chamber.
2. Piston:
– The piston is a movable component that fits inside the cylinder.
– It creates a seal between the piston and cylinder walls, allowing the pump to create a pressure differential and generate a vacuum.
– The piston is typically driven by a motor or an external power source.
3. Intake Valve:
– The intake valve allows gas or air to enter the cylinder during the suction stroke.
– It opens when the piston moves downward, creating a vacuum and drawing gas into the cylinder from the system being evacuated.
4. Exhaust Valve:
– The exhaust valve allows the expelled gas to exit the cylinder during the compression stroke.
– It opens when the piston moves upward, allowing the compressed gas to be expelled from the cylinder.
5. Lubrication System:
– Piston vacuum pumps often incorporate a lubrication system to ensure smooth operation and maintain an airtight seal between the piston and cylinder walls.
– Lubricating oil is introduced into the cylinder to provide lubrication and help maintain the seal.
– The lubrication system also helps to cool the pump by dissipating heat generated during operation.
6. Cooling System:
– Some piston vacuum pumps may include a cooling system to prevent overheating.
– This can involve the circulation of a cooling fluid or the use of cooling fins to dissipate heat generated during operation.
7. Pressure Gauges and Controls:
– Pressure gauges are often installed to monitor the vacuum level or pressure within the system.
– Control mechanisms, such as switches or valves, may be present to regulate the operation of the pump or maintain the desired vacuum level.
8. Motor or Power Source:
– The piston in a piston vacuum pump is typically driven by a motor or an external power source.
– The motor provides the necessary mechanical energy to move the piston back and forth, creating the suction and compression strokes.
9. Frame or Housing:
– The components of the piston vacuum pump are housed within a frame or housing that provides structural support and protection.
– The frame or housing also helps to reduce noise and vibration during operation.
In summary, the key components of a piston vacuum pump include the cylinder, piston, intake valve, exhaust valve, lubrication system, cooling system, pressure gauges and controls, motor or power source, and the frame or housing. These components work together to create a vacuum by reciprocating the piston within the cylinder, allowing gas to be drawn in and expelled, while maintaining an airtight seal. The lubrication and cooling systems, as well as pressure gauges and controls, ensure smooth and efficient operation of the pump.
What Is the Energy Efficiency of Piston Vacuum Pumps?
The energy efficiency of piston vacuum pumps can vary depending on several factors. Here’s a detailed explanation:
1. Design and Technology:
– The design and technology used in piston vacuum pumps can significantly influence their energy efficiency.
– Modern piston pump designs often incorporate features such as optimized valve systems, reduced internal leakage, and improved sealing mechanisms to enhance efficiency.
– Advancements in materials and manufacturing techniques have also contributed to more efficient piston pump designs.
2. Motor Efficiency:
– The motor driving the piston pump plays a crucial role in overall energy efficiency.
– High-efficiency motors, such as those adhering to energy efficiency standards like NEMA Premium or IE3, can significantly improve the energy efficiency of the pump.
– Proper motor sizing and matching to the pump’s load requirements are also important to maximize efficiency.
3. Control Systems:
– The use of advanced control systems can optimize the energy consumption of piston vacuum pumps.
– Variable frequency drives (VFDs) or speed control systems can adjust the pump’s operating speed based on the demand, reducing energy consumption during periods of lower demand.
– Smart control algorithms and sensors can also help optimize the pump’s performance and energy efficiency.
4. System Design and Integration:
– The overall system design and integration of the piston vacuum pump within the application can impact energy efficiency.
– Proper sizing and selection of the pump based on the specific application requirements can ensure that the pump operates within its optimal efficiency range.
– Efficient piping and ducting design, as well as minimizing pressure losses and leaks, can further improve the overall energy efficiency of the system.
5. Load Profile and Operating Conditions:
– The load profile and operating conditions of the piston vacuum pump have a significant impact on energy consumption.
– Higher vacuum levels or flow rates may require more energy to be supplied by the pump.
– Operating the pump continuously at maximum capacity may lead to higher energy consumption compared to intermittent or variable load conditions.
– It’s important to evaluate the specific operating requirements and adjust the pump’s operation accordingly to optimize energy efficiency.
6. Comparing Efficiency Ratings:
– When comparing the energy efficiency of different piston vacuum pumps, it can be helpful to look for efficiency ratings or specifications provided by the manufacturer.
– Some manufacturers provide efficiency data or performance curves indicating the pump’s energy consumption at various operating points.
– These ratings can assist in selecting a pump that meets the desired energy efficiency requirements.
In summary, the energy efficiency of piston vacuum pumps can be influenced by factors such as design and technology, motor efficiency, control systems, system design and integration, load profile, and operating conditions. Considering these factors and evaluating efficiency ratings can help in selecting an energy-efficient piston vacuum pump for a specific application.

Can Piston Vacuum Pumps Handle Corrosive Gases or Vapors?
Piston vacuum pumps are generally not suitable for handling corrosive gases or vapors. Here’s a detailed explanation:
1. Construction Materials:
– Piston vacuum pumps are typically constructed with materials such as cast iron, aluminum, stainless steel, and various elastomers.
– While these materials offer good resistance to normal operating conditions, they may not be compatible with corrosive substances.
– Corrosive gases or vapors can attack and degrade the pump’s internal components, leading to reduced performance, increased wear, and potential failure.
2. Sealing and Contamination:
– Piston vacuum pumps rely on tight seals and clearances to maintain the vacuum and prevent leakage.
– Corrosive gases or vapors can degrade the seals and compromise their effectiveness.
– This can result in increased leakage, reduced pumping efficiency, and potential contamination of the pump and the surrounding environment.
3. Maintenance and Service:
– Handling corrosive gases or vapors requires specialized knowledge, materials, and maintenance procedures.
– The pump may need additional protective measures, such as corrosion-resistant coatings or specialized seal materials, to withstand the corrosive environment.
– Regular inspection, cleaning, and replacement of components may also be necessary to maintain the pump’s performance and prevent damage.
4. Alternative Pump Options:
– If corrosive gases or vapors are involved in the application, it is advisable to consider alternative pump technologies that are specifically designed to handle such substances.
– For corrosive gases, chemical-resistant pumps like diaphragm pumps, peristaltic pumps, or dry screw pumps may be more suitable.
– These pumps are constructed with materials that offer superior resistance to corrosion and can handle a wide range of corrosive substances.
– It is essential to consult the pump manufacturer or a vacuum system specialist to select the appropriate pump for handling corrosive gases or vapors.
In summary, piston vacuum pumps are generally not recommended for handling corrosive gases or vapors due to their construction materials, sealing limitations, and the potential for damage and contamination. It is crucial to choose a pump specifically designed to handle corrosive substances or consider alternative pump technologies that can provide the required chemical resistance and performance.
editor by CX 2024-04-17
China OEM Oil Free Piston Rocking Oilless Vacuum Pump for Screen Printing Machines manufacturer
Product Description
oilless oil free piston rocking vacuum pump for screen printing machines
Advantages:
Oil-less piston Vacuum Pumps / Air Compressors
PRANSCH oil-less rocking piston pump and air compressor combines the best characteristics of traditional piston pumps(air compressor) and diaphragm pumps into small units with excellent features.
- Light weight and very portable
- Durable and near ZERO maintenance
- Thermal protection (130 deg C)
- Power cord with plug, 1m length
- Shock mount
- Silencer – muffler
- Stainless steel vacuum and pressure gauge, both with oil damping
- Two stainless steel needle valves each with lock nut.
- All nickel plated fittings
- Power supply 230V, 50/60 Hz
This series is ideal for use in applications where oil-mist is undesirable. For examples, pressure/vacuum filtration, air sampling, water aeration, flame photometer, etc.
Specification:
| Model | Frequency | Flow | Pressure | Power | Speed | Current | Voltage | Heat | Sound | Weight | Hole | Installation Dimensions |
| Hz | L/min | Kpa | Kw | Min-1 | A | V | 0 C | db(A) | Kg | MM | MM | |
| PM200V | 50 | 33 | -84 | 0.10 | 1380 | 0.45 | 210/235 | 5-40 | 48 | 1.8 | 5 | L100xW74 |
| 60 | 50 | -84 | 0.12 | 1450 | 0.90 | 110/125 | 5-40 | 48 | 1.8 | 5 | ||
| PM300V | 50 | 66 | -86 | 0.12 | 1380 | 0.56 | 210/235 | 5-40 | 50 | 3.2 | 6 | L118xW70 |
| 60 | 75 | -86 | 0.14 | 1450 | 1.13 | 110/125 | 5-40 | 50 | 3.2 | 6 | ||
| PM400V | 50 | 80 | -92 | 0.32 | 1380 | 0.95 | 210/235 | 5-40 | 56 | 6.0 | 6 | L153xW95 |
| 60 | 92 | -92 | 0.36 | 1450 | 1.91 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM550V | 50 | 100 | -92 | 0.32 | 1380 | 1.50 | 210/235 | 5-40 | 56 | 6.0 | 6 | L148xW83 |
| 60 | 110 | -92 | 0.36 | 1450 | 3.10 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM1400V | 50 | 166 | -92 | 0.45 | 1380 | 1.90 | 210/235 | 5-40 | 58 | 8.5 | 6 | L203xW86 |
| 60 | 183 | -92 | 0.52 | 1450 | 4.10 | 110/125 | 5-40 | 58 | 8.5 | 6 | ||
| PM2000V | 50 | 216 | -92 | 0.55 | 1380 | 2.50 | 210/235 | 5-40 | 60 | 9.0 | 6 | L203xW86 |
| 60 | 250 | -92 | 0.63 | 1450 | 5.20 | 110/125 | 5-40 | 60 | 9.0 | 6 | ||
| HP2400V | 50 | 225 | -94 | 0.90 | 1380 | 3.30 | 210/235 | 5-40 | 75 | 17.0 | 7 | L246xW127 |
| 60 | 258 | -94 | 1.10 | 1450 | 6.90 | 110/125 | 5-40 | 75 | 17.0 | 7 | ||
| PM3000V | 50 | 230 | -94 | 1.10 | 1380 | 4.20 | 210/235 | 5-40 | 76 | 17.5 | 7 | L246xW127 |
| 60 | 266 | -94 | 1.30 | 1450 | 8.50 | 110/125 | 5-40 | 76 | 17.5 | 7 |
Why use a Rocking Piston Product?
Variety
Pransch oilless Rocking Piston air compressors and vacuum pumps, available in single, twin, miniature, and tankmounted
styles, are the perfect choice for hundreds of applications. Choose from dual frequency, shaded pole,
and permanent split capacitor (psc) electric motors with AC multi-voltage motors to match North American,
European, and CZPT power supplies. A complete line of recommended accessories as well as 6, 12, and
24 volt DC models in brush and brushless types are also available.
Performance
The rocking piston combines the best characteristics of piston and diaphragm air compressors into a small unit
with exceptional performance. Air flow capabilities from 3.4 LPM to 5.5 CFM (9.35 m3/h), pressure to 175 psi
(12.0 bar) and vacuum capabilities up to 29 inHg (31 mbar). Horsepowers range from 1/20 to 1/2 HP
(0.04 to 0.37 kW).
Reliable
These pumps are made to stand up through years of use. The piston rod and bearing assembly are bonded
together, not clamped; they will not slip, loosen, or misalign to cause trouble.
Clean Air
Because CZPT pumps are oil-free, they are ideal for use in applications in laboratories, hospitals, and the
food industry where oil mist contamination is undesirable.
Application:
- Transportation application include:Auto detailing Equipment,Braking Systems,Suspension Systems,Tire Inflators
- Food and Beverage application include:beverage dispensing,coffee and Espresso equipment,Food processing and packaging,Nitrogen Generation
- Medical and laboratory application include:Body fluid Analysis equipment,Dental compressors and hand tools,dental vacuum ovens,Dermatology equipment,eye surgery equipment,lab automation,Liposuction equipment,Medical aspiration,Nitrogen Generation,Oxygen concentrators,Vacuum Centrifuge,vacuum filtering,ventilators
- General industrial application include:Cable pressurization,core drilling
- Environmental application include:Dry sprinkler systems,Pond Aeration,Refrigerant Reclamation,Water Purification Systems
- Printing and packaging application include:vacuum frames
- material Handling application include:vacuum mixing
What is Rocking piston type dry vacuum pumps?
Rocking Piston type dry vacuum pump is a mechanical vacuum pump that transfers gas by the reciprocating motion of a piston interlocking with an eccentric rotating shaft.
Features of Rocking piston type dry vacuum pumps
Since this is an oil-less pump, backflow of air through the sliding part between the cylinder and piston ring is unavoidable. Because of its simple structure, this pump has low ultimate pressure. However, it can obtain stable pressure in a low vacuum region.
Some models can also be used as a pressurizing source for compressors. The pump is widely used in printed board mounting equipment, vacuum packaging machines, material adsorption transfer equipment, labeling machines, printing ink degassing machines, printing machines, photograph plate making machines, screen printing machines, degassing machines, burying machines, baking furnaces, suction machines, automobile exhaust gas analyzers, refrigerant recovery device, plasma cutting equipment.
Strength: The pump has a simple structure and is easy to maintain.
Weakness: The pump can not obtain a high vacuum.
Applications
Some models can also be used as a pressurizing source for compressors. The pump is widely used in printed board mounting equipment, vacuum packaging machines, material adsorption transfer equipment, labeling machines, printing ink degassing machines, printing machines, photograph plate making machines, screen printing machines, degassing machines, burying machines, baking furnaces, suction machines, automobile exhaust gas analyzers, refrigerant recovery device, plasma cutting equipment.
Mechanism of Rocking piston type dry vacuum pumps
When the eccentric cam directly connected to the motor rotates, the piston moves up and down in the cylinder while swinging. The space inside the cylinder changes due to the vertical movement of the piston, and the gas is transported by repeating intake, compression and exhaust.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Reciprocating Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Mainsuction Pump |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|
What Are the Key Components of a Piston Vacuum Pump?
A piston vacuum pump consists of several key components that work together to create a vacuum. Here’s a detailed explanation of these components:
1. Cylinder:
– The cylinder is a cylindrical chamber where the piston moves back and forth.
– It provides the housing for the piston and plays a crucial role in creating the vacuum by changing the volume of the chamber.
2. Piston:
– The piston is a movable component that fits inside the cylinder.
– It creates a seal between the piston and cylinder walls, allowing the pump to create a pressure differential and generate a vacuum.
– The piston is typically driven by a motor or an external power source.
3. Intake Valve:
– The intake valve allows gas or air to enter the cylinder during the suction stroke.
– It opens when the piston moves downward, creating a vacuum and drawing gas into the cylinder from the system being evacuated.
4. Exhaust Valve:
– The exhaust valve allows the expelled gas to exit the cylinder during the compression stroke.
– It opens when the piston moves upward, allowing the compressed gas to be expelled from the cylinder.
5. Lubrication System:
– Piston vacuum pumps often incorporate a lubrication system to ensure smooth operation and maintain an airtight seal between the piston and cylinder walls.
– Lubricating oil is introduced into the cylinder to provide lubrication and help maintain the seal.
– The lubrication system also helps to cool the pump by dissipating heat generated during operation.
6. Cooling System:
– Some piston vacuum pumps may include a cooling system to prevent overheating.
– This can involve the circulation of a cooling fluid or the use of cooling fins to dissipate heat generated during operation.
7. Pressure Gauges and Controls:
– Pressure gauges are often installed to monitor the vacuum level or pressure within the system.
– Control mechanisms, such as switches or valves, may be present to regulate the operation of the pump or maintain the desired vacuum level.
8. Motor or Power Source:
– The piston in a piston vacuum pump is typically driven by a motor or an external power source.
– The motor provides the necessary mechanical energy to move the piston back and forth, creating the suction and compression strokes.
9. Frame or Housing:
– The components of the piston vacuum pump are housed within a frame or housing that provides structural support and protection.
– The frame or housing also helps to reduce noise and vibration during operation.
In summary, the key components of a piston vacuum pump include the cylinder, piston, intake valve, exhaust valve, lubrication system, cooling system, pressure gauges and controls, motor or power source, and the frame or housing. These components work together to create a vacuum by reciprocating the piston within the cylinder, allowing gas to be drawn in and expelled, while maintaining an airtight seal. The lubrication and cooling systems, as well as pressure gauges and controls, ensure smooth and efficient operation of the pump.
What Is the Energy Efficiency of Piston Vacuum Pumps?
The energy efficiency of piston vacuum pumps can vary depending on several factors. Here’s a detailed explanation:
1. Design and Technology:
– The design and technology used in piston vacuum pumps can significantly influence their energy efficiency.
– Modern piston pump designs often incorporate features such as optimized valve systems, reduced internal leakage, and improved sealing mechanisms to enhance efficiency.
– Advancements in materials and manufacturing techniques have also contributed to more efficient piston pump designs.
2. Motor Efficiency:
– The motor driving the piston pump plays a crucial role in overall energy efficiency.
– High-efficiency motors, such as those adhering to energy efficiency standards like NEMA Premium or IE3, can significantly improve the energy efficiency of the pump.
– Proper motor sizing and matching to the pump’s load requirements are also important to maximize efficiency.
3. Control Systems:
– The use of advanced control systems can optimize the energy consumption of piston vacuum pumps.
– Variable frequency drives (VFDs) or speed control systems can adjust the pump’s operating speed based on the demand, reducing energy consumption during periods of lower demand.
– Smart control algorithms and sensors can also help optimize the pump’s performance and energy efficiency.
4. System Design and Integration:
– The overall system design and integration of the piston vacuum pump within the application can impact energy efficiency.
– Proper sizing and selection of the pump based on the specific application requirements can ensure that the pump operates within its optimal efficiency range.
– Efficient piping and ducting design, as well as minimizing pressure losses and leaks, can further improve the overall energy efficiency of the system.
5. Load Profile and Operating Conditions:
– The load profile and operating conditions of the piston vacuum pump have a significant impact on energy consumption.
– Higher vacuum levels or flow rates may require more energy to be supplied by the pump.
– Operating the pump continuously at maximum capacity may lead to higher energy consumption compared to intermittent or variable load conditions.
– It’s important to evaluate the specific operating requirements and adjust the pump’s operation accordingly to optimize energy efficiency.
6. Comparing Efficiency Ratings:
– When comparing the energy efficiency of different piston vacuum pumps, it can be helpful to look for efficiency ratings or specifications provided by the manufacturer.
– Some manufacturers provide efficiency data or performance curves indicating the pump’s energy consumption at various operating points.
– These ratings can assist in selecting a pump that meets the desired energy efficiency requirements.
In summary, the energy efficiency of piston vacuum pumps can be influenced by factors such as design and technology, motor efficiency, control systems, system design and integration, load profile, and operating conditions. Considering these factors and evaluating efficiency ratings can help in selecting an energy-efficient piston vacuum pump for a specific application.
Can Piston Vacuum Pumps Handle Corrosive Gases or Vapors?
Piston vacuum pumps are generally not suitable for handling corrosive gases or vapors. Here’s a detailed explanation:
1. Construction Materials:
– Piston vacuum pumps are typically constructed with materials such as cast iron, aluminum, stainless steel, and various elastomers.
– While these materials offer good resistance to normal operating conditions, they may not be compatible with corrosive substances.
– Corrosive gases or vapors can attack and degrade the pump’s internal components, leading to reduced performance, increased wear, and potential failure.
2. Sealing and Contamination:
– Piston vacuum pumps rely on tight seals and clearances to maintain the vacuum and prevent leakage.
– Corrosive gases or vapors can degrade the seals and compromise their effectiveness.
– This can result in increased leakage, reduced pumping efficiency, and potential contamination of the pump and the surrounding environment.
3. Maintenance and Service:
– Handling corrosive gases or vapors requires specialized knowledge, materials, and maintenance procedures.
– The pump may need additional protective measures, such as corrosion-resistant coatings or specialized seal materials, to withstand the corrosive environment.
– Regular inspection, cleaning, and replacement of components may also be necessary to maintain the pump’s performance and prevent damage.
4. Alternative Pump Options:
– If corrosive gases or vapors are involved in the application, it is advisable to consider alternative pump technologies that are specifically designed to handle such substances.
– For corrosive gases, chemical-resistant pumps like diaphragm pumps, peristaltic pumps, or dry screw pumps may be more suitable.
– These pumps are constructed with materials that offer superior resistance to corrosion and can handle a wide range of corrosive substances.
– It is essential to consult the pump manufacturer or a vacuum system specialist to select the appropriate pump for handling corrosive gases or vapors.
In summary, piston vacuum pumps are generally not recommended for handling corrosive gases or vapors due to their construction materials, sealing limitations, and the potential for damage and contamination. It is crucial to choose a pump specifically designed to handle corrosive substances or consider alternative pump technologies that can provide the required chemical resistance and performance.
editor by CX 2024-04-15
China Hot selling Oilless Piston Food Packing Vacuum Pump vacuum pump electric
Product Description
single-chamber desktop tabletop vacuum packing sealer oil free small piston vacuum pump
Advantages:
Oil-less piston Vacuum Pumps / Air Compressors
PRANSCH oil-less rocking piston pump and air compressor combines the best characteristics of traditional piston pumps(air compressor) and diaphragm pumps into small units with excellent features.
- Light weight and very portable
- Durable and near ZERO maintenance
- Thermal protection (130 deg C)
- Power cord with plug, 1m length
- Shock mount
- Silencer – muffler
- Stainless steel vacuum and pressure gauge, both with oil damping
- Two stainless steel needle valves each with lock nut.
- All nickel plated fittings
- Power supply 230V, 50/60 Hz
This series is ideal for use in applications where oil-mist is undesirable. For examples, pressure/vacuum filtration, air sampling, water aeration, flame photometer, etc.
Specification:
| Model | Frequency | Flow | Pressure | Power | Speed | Current | Voltage | Heat | Sound | Weight | Hole | Installation Dimensions |
| Hz | L/min | Kpa | Kw | Min-1 | A | V | 0 C | db(A) | Kg | MM | MM | |
| PM200V | 50 | 33 | -84 | 0.10 | 1380 | 0.45 | 210/235 | 5-40 | 48 | 1.8 | 5 | L100xW74 |
| 60 | 50 | -84 | 0.12 | 1450 | 0.90 | 110/125 | 5-40 | 48 | 1.8 | 5 | ||
| PM300V | 50 | 66 | -86 | 0.12 | 1380 | 0.56 | 210/235 | 5-40 | 50 | 3.2 | 6 | L118xW70 |
| 60 | 75 | -86 | 0.14 | 1450 | 1.13 | 110/125 | 5-40 | 50 | 3.2 | 6 | ||
| PM400V | 50 | 80 | -92 | 0.32 | 1380 | 0.95 | 210/235 | 5-40 | 56 | 6.0 | 6 | L153xW95 |
| 60 | 92 | -92 | 0.36 | 1450 | 1.91 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM550V | 50 | 100 | -92 | 0.32 | 1380 | 1.50 | 210/235 | 5-40 | 56 | 6.0 | 6 | L148xW83 |
| 60 | 110 | -92 | 0.36 | 1450 | 3.10 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM1400V | 50 | 166 | -92 | 0.45 | 1380 | 1.90 | 210/235 | 5-40 | 58 | 8.5 | 6 | L203xW86 |
| 60 | 183 | -92 | 0.52 | 1450 | 4.10 | 110/125 | 5-40 | 58 | 8.5 | 6 | ||
| PM2000V | 50 | 216 | -92 | 0.55 | 1380 | 2.50 | 210/235 | 5-40 | 60 | 9.0 | 6 | L203xW86 |
| 60 | 250 | -92 | 0.63 | 1450 | 5.20 | 110/125 | 5-40 | 60 | 9.0 | 6 | ||
| HP2400V | 50 | 225 | -94 | 0.90 | 1380 | 3.30 | 210/235 | 5-40 | 75 | 17.0 | 7 | L246xW127 |
| 60 | 258 | -94 | 1.10 | 1450 | 6.90 | 110/125 | 5-40 | 75 | 17.0 | 7 | ||
| PM3000V | 50 | 230 | -94 | 1.10 | 1380 | 4.20 | 210/235 | 5-40 | 76 | 17.5 | 7 | L246xW127 |
| 60 | 266 | -94 | 1.30 | 1450 | 8.50 | 110/125 | 5-40 | 76 | 17.5 | 7 |
Why use a Rocking Piston Product?
Variety
Pransch oilless Rocking Piston air compressors and vacuum pumps, available in single, twin, miniature, and tankmounted
styles, are the perfect choice for hundreds of applications. Choose from dual frequency, shaded pole,
and permanent split capacitor (psc) electric motors with AC multi-voltage motors to match North American,
European, and CZPT power supplies. A complete line of recommended accessories as well as 6, 12, and
24 volt DC models in brush and brushless types are also available.
Performance
The rocking piston combines the best characteristics of piston and diaphragm air compressors into a small unit
with exceptional performance. Air flow capabilities from 3.4 LPM to 5.5 CFM (9.35 m3/h), pressure to 175 psi
(12.0 bar) and vacuum capabilities up to 29 inHg (31 mbar). Horsepowers range from 1/20 to 1/2 HP
(0.04 to 0.37 kW).
Reliable
These pumps are made to stand up through years of use. The piston rod and bearing assembly are bonded
together, not clamped; they will not slip, loosen, or misalign to cause trouble.
Clean Air
Because CZPT pumps are oil-free, they are ideal for use in applications in laboratories, hospitals, and the
food industry where oil mist contamination is undesirable.
Application:
- Transportation application include:Auto detailing Equipment,Braking Systems,Suspension Systems,Tire Inflators
- Food and Beverage application include:beverage dispensing,coffee and Espresso equipment,Food processing and packaging,Nitrogen Generation
- Medical and laboratory application include:Body fluid Analysis equipment,Dental compressors and hand tools,dental vacuum ovens,Dermatology equipment,eye surgery equipment,lab automation,Liposuction equipment,Medical aspiration,Nitrogen Generation,Oxygen concentrators,Vacuum Centrifuge,vacuum filtering,ventilators
- General industrial application include:Cable pressurization,core drilling
- Environmental application include:Dry sprinkler systems,Pond Aeration,Refrigerant Reclamation,Water Purification Systems
- Printing and packaging application include:vacuum frames
- material Handling application include:vacuum mixing
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Reciprocating Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Mainsuction Pump |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|
What Are the Key Components of a Piston Vacuum Pump?
A piston vacuum pump consists of several key components that work together to create a vacuum. Here’s a detailed explanation of these components:
1. Cylinder:
– The cylinder is a cylindrical chamber where the piston moves back and forth.
– It provides the housing for the piston and plays a crucial role in creating the vacuum by changing the volume of the chamber.
2. Piston:
– The piston is a movable component that fits inside the cylinder.
– It creates a seal between the piston and cylinder walls, allowing the pump to create a pressure differential and generate a vacuum.
– The piston is typically driven by a motor or an external power source.
3. Intake Valve:
– The intake valve allows gas or air to enter the cylinder during the suction stroke.
– It opens when the piston moves downward, creating a vacuum and drawing gas into the cylinder from the system being evacuated.
4. Exhaust Valve:
– The exhaust valve allows the expelled gas to exit the cylinder during the compression stroke.
– It opens when the piston moves upward, allowing the compressed gas to be expelled from the cylinder.
5. Lubrication System:
– Piston vacuum pumps often incorporate a lubrication system to ensure smooth operation and maintain an airtight seal between the piston and cylinder walls.
– Lubricating oil is introduced into the cylinder to provide lubrication and help maintain the seal.
– The lubrication system also helps to cool the pump by dissipating heat generated during operation.
6. Cooling System:
– Some piston vacuum pumps may include a cooling system to prevent overheating.
– This can involve the circulation of a cooling fluid or the use of cooling fins to dissipate heat generated during operation.
7. Pressure Gauges and Controls:
– Pressure gauges are often installed to monitor the vacuum level or pressure within the system.
– Control mechanisms, such as switches or valves, may be present to regulate the operation of the pump or maintain the desired vacuum level.
8. Motor or Power Source:
– The piston in a piston vacuum pump is typically driven by a motor or an external power source.
– The motor provides the necessary mechanical energy to move the piston back and forth, creating the suction and compression strokes.
9. Frame or Housing:
– The components of the piston vacuum pump are housed within a frame or housing that provides structural support and protection.
– The frame or housing also helps to reduce noise and vibration during operation.
In summary, the key components of a piston vacuum pump include the cylinder, piston, intake valve, exhaust valve, lubrication system, cooling system, pressure gauges and controls, motor or power source, and the frame or housing. These components work together to create a vacuum by reciprocating the piston within the cylinder, allowing gas to be drawn in and expelled, while maintaining an airtight seal. The lubrication and cooling systems, as well as pressure gauges and controls, ensure smooth and efficient operation of the pump.

Are There Noise Considerations When Using Piston Vacuum Pumps?
Yes, there are noise considerations to take into account when using piston vacuum pumps. Here’s a detailed explanation:
– Piston vacuum pumps can generate noise during their operation, which is important to consider, especially in environments where noise levels need to be minimized.
– The noise produced by piston vacuum pumps is primarily caused by mechanical vibrations and the movement of internal components.
– The noise level can vary depending on factors such as the design and construction of the pump, the speed of operation, and the load conditions.
– Excessive noise from piston vacuum pumps can have several implications:
– Occupational Health and Safety: High noise levels can pose a risk to the health and safety of operators and personnel working in the vicinity of the pump. Prolonged exposure to loud noise can lead to hearing damage and other related health issues.
– Environmental Impact: In certain settings, such as residential areas or noise-sensitive locations, excessive noise from piston vacuum pumps may result in noise pollution and non-compliance with local noise regulations.
– Equipment Interference: Noise generated by the pump can interfere with the operation of nearby sensitive equipment, such as electronic devices or precision instruments, potentially affecting their performance.
– To mitigate the noise produced by piston vacuum pumps, several measures can be taken:
– Enclosures and Sound Insulation: Installing acoustic enclosures or sound-insulating materials around the pump can help contain and reduce the noise. These enclosures are designed to absorb or block the sound waves generated by the pump.
– Vibration Isolation: Using vibration isolation mounts or pads can help minimize the transmission of vibrations from the pump to surrounding structures, reducing the noise level.
– Maintenance and Lubrication: Regular maintenance, including lubrication of moving parts, can help reduce friction and mechanical noise generated by the pump.
– Operating Conditions: Adjusting the operating conditions of the pump, such as speed and load, within the manufacturer’s specified limits can help optimize performance and minimize noise generation.
– Location and Placement: Proper positioning and placement of the pump, considering factors such as distance from occupied areas or sensitive equipment, can help minimize the impact of noise.
– It is important to consult the manufacturer’s guidelines and recommendations regarding noise levels and any specific measures to mitigate noise for a particular piston vacuum pump model.
– Compliance with local regulations and standards regarding noise emissions should also be considered and adhered to.
In summary, noise considerations are important when using piston vacuum pumps to ensure the health and safety of personnel, minimize environmental impact, and prevent interference with other equipment. Measures such as enclosures, vibration isolation, maintenance, and proper operating conditions can help mitigate the noise generated by these pumps.

What Is the Role of Lubrication in Piston Vacuum Pump Operation?
Lubrication plays a crucial role in the operation of a piston vacuum pump. Here’s a detailed explanation:
1. Reduction of Friction:
– Lubrication is essential for reducing friction between moving parts within the pump.
– In a piston vacuum pump, the piston moves up and down inside the cylinder, and lubrication helps to minimize the friction between the piston rings and the cylinder wall.
– By reducing friction, lubrication prevents excessive wear and heat generation, ensuring smooth and efficient operation of the pump.
2. Sealing and Leakage Prevention:
– Lubrication helps to maintain proper sealing between the piston rings and the cylinder wall.
– The lubricating oil forms a thin film between these surfaces, creating a barrier that prevents gas leakage during the compression and vacuum creation process.
– Effective sealing is crucial for maintaining the desired vacuum level and preventing air or gas from entering the pump.
3. Cooling and Heat Dissipation:
– Piston vacuum pumps generate heat during operation, particularly due to the compression of gases.
– Lubricating oil helps in dissipating the heat generated, preventing the pump from overheating.
– The oil absorbs heat from the pump’s internal components and transfers it to the pump’s housing or cooling system.
– Proper cooling and heat dissipation contribute to the pump’s overall performance and prevent damage due to excessive heat buildup.
4. Contaminant Removal:
– Lubrication also aids in removing contaminants or particles that may enter the pump.
– The oil acts as a carrier, trapping and carrying away small particles or debris that could potentially damage the pump’s components.
– The oil passes through filters that help to remove these contaminants, keeping the pump’s internal parts clean and functioning properly.
5. Corrosion Prevention:
– Some lubricating oils contain additives that provide corrosion protection.
– These additives form a protective film on the pump’s internal surfaces, preventing corrosion caused by exposure to moisture or corrosive gases.
– Corrosion prevention is crucial for maintaining the pump’s performance, extending its lifespan, and minimizing the need for repairs or component replacement.
6. Proper Lubrication Selection:
– Selecting the appropriate lubricating oil is essential for the proper functioning of a piston vacuum pump.
– Different pump models and manufacturers may recommend specific oil types or viscosities to ensure optimal performance and longevity.
– It is crucial to follow the manufacturer’s guidelines regarding oil selection, oil level, and oil change intervals.
In summary, lubrication plays a vital role in piston vacuum pump operation by reducing friction, maintaining proper sealing, dissipating heat, removing contaminants, and preventing corrosion. Proper lubrication selection and adherence to manufacturer’s guidelines are crucial for ensuring the pump’s efficient and reliable performance.
editor by CX 2024-04-15
China best Small Oilless Oilfree Piston Vacuum Pump for Vacuum Packaging Machines with Great quality
Product Description
small oilless oilfree piston vacuum pump for vacuum packaging machines
Advantages:
Oil-less piston Vacuum Pumps / Air Compressors
PRANSCH oil-less rocking piston pump and air compressor combines the best characteristics of traditional piston pumps(air compressor) and diaphragm pumps into small units with excellent features.
- Light weight and very portable
- Durable and near ZERO maintenance
- Thermal protection (130 deg C)
- Power cord with plug, 1m length
- Shock mount
- Silencer – muffler
- Stainless steel vacuum and pressure gauge, both with oil damping
- Two stainless steel needle valves each with lock nut.
- All nickel plated fittings
- Power supply 230V, 50/60 Hz
This series is ideal for use in applications where oil-mist is undesirable. For examples, pressure/vacuum filtration, air sampling, water aeration, flame photometer, etc.
Specification:
| Model | Frequency | Flow | Pressure | Power | Speed | Current | Voltage | Heat | Sound | Weight | Hole | Installation Dimensions |
| Hz | L/min | Kpa | Kw | Min-1 | A | V | 0 C | db(A) | Kg | MM | MM | |
| PM200V | 50 | 33 | -84 | 0.10 | 1380 | 0.45 | 210/235 | 5-40 | 48 | 1.8 | 5 | L100xW74 |
| 60 | 50 | -84 | 0.12 | 1450 | 0.90 | 110/125 | 5-40 | 48 | 1.8 | 5 | ||
| PM300V | 50 | 66 | -86 | 0.12 | 1380 | 0.56 | 210/235 | 5-40 | 50 | 3.2 | 6 | L118xW70 |
| 60 | 75 | -86 | 0.14 | 1450 | 1.13 | 110/125 | 5-40 | 50 | 3.2 | 6 | ||
| PM400V | 50 | 80 | -92 | 0.32 | 1380 | 0.95 | 210/235 | 5-40 | 56 | 6.0 | 6 | L153xW95 |
| 60 | 92 | -92 | 0.36 | 1450 | 1.91 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM550V | 50 | 100 | -92 | 0.32 | 1380 | 1.50 | 210/235 | 5-40 | 56 | 6.0 | 6 | L148xW83 |
| 60 | 110 | -92 | 0.36 | 1450 | 3.10 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM1400V | 50 | 166 | -92 | 0.45 | 1380 | 1.90 | 210/235 | 5-40 | 58 | 8.5 | 6 | L203xW86 |
| 60 | 183 | -92 | 0.52 | 1450 | 4.10 | 110/125 | 5-40 | 58 | 8.5 | 6 | ||
| PM2000V | 50 | 216 | -92 | 0.55 | 1380 | 2.50 | 210/235 | 5-40 | 60 | 9.0 | 6 | L203xW86 |
| 60 | 250 | -92 | 0.63 | 1450 | 5.20 | 110/125 | 5-40 | 60 | 9.0 | 6 | ||
| HP2400V | 50 | 225 | -94 | 0.90 | 1380 | 3.30 | 210/235 | 5-40 | 75 | 17.0 | 7 | L246xW127 |
| 60 | 258 | -94 | 1.10 | 1450 | 6.90 | 110/125 | 5-40 | 75 | 17.0 | 7 | ||
| PM3000V | 50 | 230 | -94 | 1.10 | 1380 | 4.20 | 210/235 | 5-40 | 76 | 17.5 | 7 | L246xW127 |
| 60 | 266 | -94 | 1.30 | 1450 | 8.50 | 110/125 | 5-40 | 76 | 17.5 | 7 |
Why use a Rocking Piston Product?
Variety
Pransch oilless Rocking Piston air compressors and vacuum pumps, available in single, twin, miniature, and tankmounted
styles, are the perfect choice for hundreds of applications. Choose from dual frequency, shaded pole,
and permanent split capacitor (psc) electric motors with AC multi-voltage motors to match North American,
European, and CZPT power supplies. A complete line of recommended accessories as well as 6, 12, and
24 volt DC models in brush and brushless types are also available.
Performance
The rocking piston combines the best characteristics of piston and diaphragm air compressors into a small unit
with exceptional performance. Air flow capabilities from 3.4 LPM to 5.5 CFM (9.35 m3/h), pressure to 175 psi
(12.0 bar) and vacuum capabilities up to 29 inHg (31 mbar). Horsepowers range from 1/20 to 1/2 HP
(0.04 to 0.37 kW).
Reliable
These pumps are made to stand up through years of use. The piston rod and bearing assembly are bonded
together, not clamped; they will not slip, loosen, or misalign to cause trouble.
Clean Air
Because CZPT pumps are oil-free, they are ideal for use in applications in laboratories, hospitals, and the
food industry where oil mist contamination is undesirable.
Application:
- Transportation application include:Auto detailing Equipment,Braking Systems,Suspension Systems,Tire Inflators
- Food and Beverage application include:beverage dispensing,coffee and Espresso equipment,Food processing and packaging,Nitrogen Generation
- Medical and laboratory application include:Body fluid Analysis equipment,Dental compressors and hand tools,dental vacuum ovens,Dermatology equipment,eye surgery equipment,lab automation,Liposuction equipment,Medical aspiration,Nitrogen Generation,Oxygen concentrators,Vacuum Centrifuge,vacuum filtering,ventilators
- General industrial application include:Cable pressurization,core drilling
- Environmental application include:Dry sprinkler systems,Pond Aeration,Refrigerant Reclamation,Water Purification Systems
- Printing and packaging application include:vacuum frames
- material Handling application include:vacuum mixing
What is Rocking piston type dry vacuum pumps?
Rocking Piston type dry vacuum pump is a mechanical vacuum pump that transfers gas by the reciprocating motion of a piston interlocking with an eccentric rotating shaft.
Features of Rocking piston type dry vacuum pumps
Since this is an oil-less pump, backflow of air through the sliding part between the cylinder and piston ring is unavoidable. Because of its simple structure, this pump has low ultimate pressure. However, it can obtain stable pressure in a low vacuum region.
Some models can also be used as a pressurizing source for compressors. The pump is widely used in printed board mounting equipment, vacuum packaging machines, material adsorption transfer equipment, labeling machines, printing ink degassing machines, printing machines, photograph plate making machines, screen printing machines, degassing machines, burying machines, baking furnaces, suction machines, automobile exhaust gas analyzers, refrigerant recovery device, plasma cutting equipment.
Strength: The pump has a simple structure and is easy to maintain.
Weakness: The pump can not obtain a high vacuum.
Applications
Some models can also be used as a pressurizing source for compressors. The pump is widely used in printed board mounting equipment, vacuum packaging machines, material adsorption transfer equipment, labeling machines, printing ink degassing machines, printing machines, photograph plate making machines, screen printing machines, degassing machines, burying machines, baking furnaces, suction machines, automobile exhaust gas analyzers, refrigerant recovery device, plasma cutting equipment.
Mechanism of Rocking piston type dry vacuum pumps
When the eccentric cam directly connected to the motor rotates, the piston moves up and down in the cylinder while swinging. The space inside the cylinder changes due to the vertical movement of the piston, and the gas is transported by repeating intake, compression and exhaust.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Reciprocating Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Mainsuction Pump |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|
What Are the Key Components of a Piston Vacuum Pump?
A piston vacuum pump consists of several key components that work together to create a vacuum. Here’s a detailed explanation of these components:
1. Cylinder:
– The cylinder is a cylindrical chamber where the piston moves back and forth.
– It provides the housing for the piston and plays a crucial role in creating the vacuum by changing the volume of the chamber.
2. Piston:
– The piston is a movable component that fits inside the cylinder.
– It creates a seal between the piston and cylinder walls, allowing the pump to create a pressure differential and generate a vacuum.
– The piston is typically driven by a motor or an external power source.
3. Intake Valve:
– The intake valve allows gas or air to enter the cylinder during the suction stroke.
– It opens when the piston moves downward, creating a vacuum and drawing gas into the cylinder from the system being evacuated.
4. Exhaust Valve:
– The exhaust valve allows the expelled gas to exit the cylinder during the compression stroke.
– It opens when the piston moves upward, allowing the compressed gas to be expelled from the cylinder.
5. Lubrication System:
– Piston vacuum pumps often incorporate a lubrication system to ensure smooth operation and maintain an airtight seal between the piston and cylinder walls.
– Lubricating oil is introduced into the cylinder to provide lubrication and help maintain the seal.
– The lubrication system also helps to cool the pump by dissipating heat generated during operation.
6. Cooling System:
– Some piston vacuum pumps may include a cooling system to prevent overheating.
– This can involve the circulation of a cooling fluid or the use of cooling fins to dissipate heat generated during operation.
7. Pressure Gauges and Controls:
– Pressure gauges are often installed to monitor the vacuum level or pressure within the system.
– Control mechanisms, such as switches or valves, may be present to regulate the operation of the pump or maintain the desired vacuum level.
8. Motor or Power Source:
– The piston in a piston vacuum pump is typically driven by a motor or an external power source.
– The motor provides the necessary mechanical energy to move the piston back and forth, creating the suction and compression strokes.
9. Frame or Housing:
– The components of the piston vacuum pump are housed within a frame or housing that provides structural support and protection.
– The frame or housing also helps to reduce noise and vibration during operation.
In summary, the key components of a piston vacuum pump include the cylinder, piston, intake valve, exhaust valve, lubrication system, cooling system, pressure gauges and controls, motor or power source, and the frame or housing. These components work together to create a vacuum by reciprocating the piston within the cylinder, allowing gas to be drawn in and expelled, while maintaining an airtight seal. The lubrication and cooling systems, as well as pressure gauges and controls, ensure smooth and efficient operation of the pump.

Can Piston Vacuum Pumps Be Used for Vacuum Drying Processes?
Yes, piston vacuum pumps can be used for vacuum drying processes. Here’s a detailed explanation:
1. Vacuum Drying Process:
– Vacuum drying is a process used to remove moisture or other volatile substances from a material or product by subjecting it to reduced pressure.
– The reduced pressure lowers the boiling point of the moisture, allowing it to evaporate at lower temperatures.
– Vacuum drying is commonly used in industries such as food processing, pharmaceuticals, ceramics, and electronics to dry heat-sensitive or delicate materials.
2. Vacuum Generation:
– Piston vacuum pumps are well-suited for generating the required vacuum levels for drying processes.
– These pumps create a vacuum by drawing air or gas out of the drying chamber, reducing the pressure inside.
– The piston inside the pump moves up and down, creating a pumping action that helps to evacuate the chamber and maintain the desired vacuum level.
3. Advantages of Piston Vacuum Pumps for Vacuum Drying:
– Piston vacuum pumps offer several advantages that make them suitable for vacuum drying processes:
– High Vacuum Levels: Piston pumps can achieve relatively high vacuum levels, allowing efficient moisture removal from the material being dried.
– Controllable Vacuum Levels: These pumps often have adjustable speed or flow rate controls, enabling precise control of the vacuum level during the drying process.
– Compatibility with Moisture-Laden Gases: Some drying processes involve the removal of moisture-laden gases. Piston pumps can handle these gases without significant performance degradation.
– Robustness and Reliability: Piston vacuum pumps are known for their robust construction and reliability, making them suitable for continuous or long-duration drying processes.
4. Considerations for Vacuum Drying:
– While piston vacuum pumps can be used for vacuum drying, there are a few considerations to keep in mind:
– Temperature Sensitivity: Some drying processes require low-temperature operation due to the sensitivity of the material being dried. It’s important to select a piston pump that can handle the desired temperature range.
– Moisture Compatibility: Depending on the drying process, the pump’s internal components may come into contact with moisture or other volatile substances. It’s essential to select a pump with suitable materials of construction that can withstand such conditions.
– Condensable Vapors: In vacuum drying processes, condensation of vapors can occur. It’s important to ensure that the piston pump is equipped with appropriate features or accessories, such as condensate traps or separators, to handle condensable vapors.
5. System Integration:
– Integrating the piston vacuum pump into the overall vacuum drying system requires consideration of factors such as proper sizing, sealing mechanisms, and connecting piping or hoses.
– It’s important to ensure compatibility and proper integration between the pump, drying chamber, and any additional equipment or controls used in the process.
In summary, piston vacuum pumps can be used effectively for vacuum drying processes. Their ability to generate high vacuum levels, controllability, compatibility with moisture-laden gases, and robustness make them suitable for a wide range of drying applications. However, it’s important to consider factors like temperature sensitivity, moisture compatibility, condensable vapors, and proper system integration to ensure successful and efficient vacuum drying operations.
Are Piston Vacuum Pumps Suitable for Laboratory Use?
Yes, piston vacuum pumps are commonly used and well-suited for laboratory applications. Here’s a detailed explanation:
1. Versatility:
– Piston vacuum pumps offer versatility and can be utilized in a wide range of laboratory processes and equipment.
– They are compatible with various laboratory applications such as vacuum ovens, freeze dryers, vacuum filtration systems, and rotary evaporators.
2. Vacuum Generation:
– Piston vacuum pumps are capable of generating and maintaining deep vacuum levels, making them suitable for laboratory use.
– They can achieve vacuum levels ranging from millitorr (10-3 Torr) to microns (10-6 Torr), depending on the specific pump design and operating conditions.
3. Control and Precision:
– Piston vacuum pumps provide precise control over the vacuum level, allowing researchers to create and maintain the desired pressure conditions in their experiments.
– The pumps offer fine-tuning capabilities to achieve the optimal vacuum level required for specific laboratory processes.
4. Reliability and Durability:
– Piston vacuum pumps are known for their reliability and durability, which are crucial factors in laboratory environments.
– They are designed to withstand continuous operation and frequent use, ensuring consistent performance over extended periods.
5. Low Contamination Risk:
– Piston vacuum pumps are designed with airtight seals that minimize the risk of contamination.
– This is particularly important in laboratory settings where maintaining a clean and uncontaminated environment is vital for accurate and reliable experimental results.
6. Cost-Effective Solution:
– Piston vacuum pumps are generally more cost-effective compared to other types of vacuum pumps.
– They offer a balance between performance and affordability, making them a preferred choice for many laboratory budgets.
7. Ease of Maintenance:
– Piston vacuum pumps are relatively easy to maintain, with readily available spare parts and service support.
– Routine maintenance tasks such as changing oil, inspecting seals, and cleaning can be easily performed, ensuring the pump’s longevity and consistent performance.
In summary, piston vacuum pumps are highly suitable for laboratory use due to their versatility, ability to generate deep vacuum levels, precise control, reliability, low contamination risk, cost-effectiveness, and ease of maintenance. They are widely utilized in various laboratory applications and provide researchers with the necessary vacuum conditions for their experiments and processes.
editor by CX 2024-04-12
China factory Oilless Mini Piston Vacuum Pump for Lab Automation vacuum pump ac
Product Description
oilless mini piston vacuum pump for lab automation
Advantages:
Oil-less piston Vacuum Pumps / Air Compressors
PRANSCH oil-less rocking piston pump and air compressor combines the best characteristics of traditional piston pumps(air compressor) and diaphragm pumps into small units with excellent features.
- Light weight and very portable
- Durable and near ZERO maintenance
- Thermal protection (130 deg C)
- Power cord with plug, 1m length
- Shock mount
- Silencer – muffler
- Stainless steel vacuum and pressure gauge, both with oil damping
- Two stainless steel needle valves each with lock nut.
- All nickel plated fittings
- Power supply 230V, 50/60 Hz
This series is ideal for use in applications where oil-mist is undesirable. For examples, pressure/vacuum filtration, air sampling, water aeration, flame photometer, etc.
Specification:
| Model | Frequency | Flow | Pressure | Power | Speed | Current | Voltage | Heat | Sound | Weight | Hole | Installation Dimensions |
| Hz | L/min | Kpa | Kw | Min-1 | A | V | 0 C | db(A) | Kg | MM | MM | |
| PM200V | 50 | 33 | -84 | 0.10 | 1380 | 0.45 | 210/235 | 5-40 | 48 | 1.8 | 5 | L100xW74 |
| 60 | 50 | -84 | 0.12 | 1450 | 0.90 | 110/125 | 5-40 | 48 | 1.8 | 5 | ||
| PM300V | 50 | 66 | -86 | 0.12 | 1380 | 0.56 | 210/235 | 5-40 | 50 | 3.2 | 6 | L118xW70 |
| 60 | 75 | -86 | 0.14 | 1450 | 1.13 | 110/125 | 5-40 | 50 | 3.2 | 6 | ||
| PM400V | 50 | 80 | -92 | 0.32 | 1380 | 0.95 | 210/235 | 5-40 | 56 | 6.0 | 6 | L153xW95 |
| 60 | 92 | -92 | 0.36 | 1450 | 1.91 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM550V | 50 | 100 | -92 | 0.32 | 1380 | 1.50 | 210/235 | 5-40 | 56 | 6.0 | 6 | L148xW83 |
| 60 | 110 | -92 | 0.36 | 1450 | 3.10 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM1400V | 50 | 166 | -92 | 0.45 | 1380 | 1.90 | 210/235 | 5-40 | 58 | 8.5 | 6 | L203xW86 |
| 60 | 183 | -92 | 0.52 | 1450 | 4.10 | 110/125 | 5-40 | 58 | 8.5 | 6 | ||
| PM2000V | 50 | 216 | -92 | 0.55 | 1380 | 2.50 | 210/235 | 5-40 | 60 | 9.0 | 6 | L203xW86 |
| 60 | 250 | -92 | 0.63 | 1450 | 5.20 | 110/125 | 5-40 | 60 | 9.0 | 6 | ||
| HP2400V | 50 | 225 | -94 | 0.90 | 1380 | 3.30 | 210/235 | 5-40 | 75 | 17.0 | 7 | L246xW127 |
| 60 | 258 | -94 | 1.10 | 1450 | 6.90 | 110/125 | 5-40 | 75 | 17.0 | 7 | ||
| PM3000V | 50 | 230 | -94 | 1.10 | 1380 | 4.20 | 210/235 | 5-40 | 76 | 17.5 | 7 | L246xW127 |
| 60 | 266 | -94 | 1.30 | 1450 | 8.50 | 110/125 | 5-40 | 76 | 17.5 | 7 |
Why use a Rocking Piston Product?
Variety
Pransch oilless Rocking Piston air compressors and vacuum pumps, available in single, twin, miniature, and tankmounted
styles, are the perfect choice for hundreds of applications. Choose from dual frequency, shaded pole,
and permanent split capacitor (psc) electric motors with AC multi-voltage motors to match North American,
European, and CZPT power supplies. A complete line of recommended accessories as well as 6, 12, and
24 volt DC models in brush and brushless types are also available.
Performance
The rocking piston combines the best characteristics of piston and diaphragm air compressors into a small unit
with exceptional performance. Air flow capabilities from 3.4 LPM to 5.5 CFM (9.35 m3/h), pressure to 175 psi
(12.0 bar) and vacuum capabilities up to 29 inHg (31 mbar). Horsepowers range from 1/20 to 1/2 HP
(0.04 to 0.37 kW).
Reliable
These pumps are made to stand up through years of use. The piston rod and bearing assembly are bonded
together, not clamped; they will not slip, loosen, or misalign to cause trouble.
Clean Air
Because CZPT pumps are oil-free, they are ideal for use in applications in laboratories, hospitals, and the
food industry where oil mist contamination is undesirable.
Application:
- Transportation application include:Auto detailing Equipment,Braking Systems,Suspension Systems,Tire Inflators
- Food and Beverage application include:beverage dispensing,coffee and Espresso equipment,Food processing and packaging,Nitrogen Generation
- Medical and laboratory application include:Body fluid Analysis equipment,Dental compressors and hand tools,dental vacuum ovens,Dermatology equipment,eye surgery equipment,lab automation,Liposuction equipment,Medical aspiration,Nitrogen Generation,Oxygen concentrators,Vacuum Centrifuge,vacuum filtering,ventilators
- General industrial application include:Cable pressurization,core drilling
- Environmental application include:Dry sprinkler systems,Pond Aeration,Refrigerant Reclamation,Water Purification Systems
- Printing and packaging application include:vacuum frames
- material Handling application include:vacuum mixing
What is Rocking piston type dry vacuum pumps?
Rocking Piston type dry vacuum pump is a mechanical vacuum pump that transfers gas by the reciprocating motion of a piston interlocking with an eccentric rotating shaft.
Features of Rocking piston type dry vacuum pumps
Since this is an oil-less pump, backflow of air through the sliding part between the cylinder and piston ring is unavoidable. Because of its simple structure, this pump has low ultimate pressure. However, it can obtain stable pressure in a low vacuum region.
Some models can also be used as a pressurizing source for compressors. The pump is widely used in printed board mounting equipment, vacuum packaging machines, material adsorption transfer equipment, labeling machines, printing ink degassing machines, printing machines, photograph plate making machines, screen printing machines, degassing machines, burying machines, baking furnaces, suction machines, automobile exhaust gas analyzers, refrigerant recovery device, plasma cutting equipment.
Strength: The pump has a simple structure and is easy to maintain.
Weakness: The pump can not obtain a high vacuum.
Applications
Some models can also be used as a pressurizing source for compressors. The pump is widely used in printed board mounting equipment, vacuum packaging machines, material adsorption transfer equipment, labeling machines, printing ink degassing machines, printing machines, photograph plate making machines, screen printing machines, degassing machines, burying machines, baking furnaces, suction machines, automobile exhaust gas analyzers, refrigerant recovery device, plasma cutting equipment.
Mechanism of Rocking piston type dry vacuum pumps
When the eccentric cam directly connected to the motor rotates, the piston moves up and down in the cylinder while swinging. The space inside the cylinder changes due to the vertical movement of the piston, and the gas is transported by repeating intake, compression and exhaust.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Reciprocating Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Mainsuction Pump |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|
How Does Piston Displacement Affect the Pump’s Performance?
Piston displacement is a crucial factor that significantly affects the performance of a piston vacuum pump. Here’s a detailed explanation:
Piston displacement refers to the volume of gas or air that a piston vacuum pump can move during each stroke of the piston. It determines the pump’s capacity or flow rate, which is the amount of gas that the pump can evacuate per unit of time.
1. Flow Rate:
– The piston displacement directly influences the flow rate of the pump.
– A larger piston displacement corresponds to a higher flow rate, meaning the pump can evacuate a larger volume of gas per unit of time.
– Conversely, a smaller piston displacement results in a lower flow rate.
2. Pumping Speed:
– The pumping speed is a measure of how quickly a vacuum pump can remove gas molecules from a system.
– The piston displacement is directly related to the pumping speed of the pump.
– A larger piston displacement leads to a higher pumping speed, allowing for faster evacuation of the system.
– A smaller piston displacement results in a lower pumping speed, which may require more time to achieve the desired vacuum level.
3. Vacuum Level:
– The piston displacement indirectly affects the achievable vacuum level of the pump.
– A larger piston displacement can help reach lower pressures and achieve a deeper vacuum.
– However, it’s important to note that achieving a deep vacuum also depends on other factors such as the design of the pump, the quality of the seals, and the operating conditions.
4. Power Consumption:
– The piston displacement can impact the power consumption of the pump.
– A larger piston displacement typically requires more power to operate the pump due to the increased volume of gas being moved.
– Conversely, a smaller piston displacement may result in lower power consumption.
5. Size and Weight:
– The piston displacement affects the size and weight of the pump.
– A larger piston displacement generally requires a larger pump size and may increase the weight of the pump.
– On the other hand, a smaller piston displacement can result in a more compact and lightweight pump.
It’s important to select a piston vacuum pump with an appropriate piston displacement based on the specific application requirements.
In summary, the piston displacement of a vacuum pump directly influences its flow rate, pumping speed, achievable vacuum level, power consumption, and size. Understanding the relationship between piston displacement and pump performance is crucial in choosing the right pump for a given application.
Are There Noise Considerations When Using Piston Vacuum Pumps?
Yes, there are noise considerations to take into account when using piston vacuum pumps. Here’s a detailed explanation:
– Piston vacuum pumps can generate noise during their operation, which is important to consider, especially in environments where noise levels need to be minimized.
– The noise produced by piston vacuum pumps is primarily caused by mechanical vibrations and the movement of internal components.
– The noise level can vary depending on factors such as the design and construction of the pump, the speed of operation, and the load conditions.
– Excessive noise from piston vacuum pumps can have several implications:
– Occupational Health and Safety: High noise levels can pose a risk to the health and safety of operators and personnel working in the vicinity of the pump. Prolonged exposure to loud noise can lead to hearing damage and other related health issues.
– Environmental Impact: In certain settings, such as residential areas or noise-sensitive locations, excessive noise from piston vacuum pumps may result in noise pollution and non-compliance with local noise regulations.
– Equipment Interference: Noise generated by the pump can interfere with the operation of nearby sensitive equipment, such as electronic devices or precision instruments, potentially affecting their performance.
– To mitigate the noise produced by piston vacuum pumps, several measures can be taken:
– Enclosures and Sound Insulation: Installing acoustic enclosures or sound-insulating materials around the pump can help contain and reduce the noise. These enclosures are designed to absorb or block the sound waves generated by the pump.
– Vibration Isolation: Using vibration isolation mounts or pads can help minimize the transmission of vibrations from the pump to surrounding structures, reducing the noise level.
– Maintenance and Lubrication: Regular maintenance, including lubrication of moving parts, can help reduce friction and mechanical noise generated by the pump.
– Operating Conditions: Adjusting the operating conditions of the pump, such as speed and load, within the manufacturer’s specified limits can help optimize performance and minimize noise generation.
– Location and Placement: Proper positioning and placement of the pump, considering factors such as distance from occupied areas or sensitive equipment, can help minimize the impact of noise.
– It is important to consult the manufacturer’s guidelines and recommendations regarding noise levels and any specific measures to mitigate noise for a particular piston vacuum pump model.
– Compliance with local regulations and standards regarding noise emissions should also be considered and adhered to.
In summary, noise considerations are important when using piston vacuum pumps to ensure the health and safety of personnel, minimize environmental impact, and prevent interference with other equipment. Measures such as enclosures, vibration isolation, maintenance, and proper operating conditions can help mitigate the noise generated by these pumps.
Are Piston Vacuum Pumps Suitable for Laboratory Use?
Yes, piston vacuum pumps are commonly used and well-suited for laboratory applications. Here’s a detailed explanation:
1. Versatility:
– Piston vacuum pumps offer versatility and can be utilized in a wide range of laboratory processes and equipment.
– They are compatible with various laboratory applications such as vacuum ovens, freeze dryers, vacuum filtration systems, and rotary evaporators.
2. Vacuum Generation:
– Piston vacuum pumps are capable of generating and maintaining deep vacuum levels, making them suitable for laboratory use.
– They can achieve vacuum levels ranging from millitorr (10-3 Torr) to microns (10-6 Torr), depending on the specific pump design and operating conditions.
3. Control and Precision:
– Piston vacuum pumps provide precise control over the vacuum level, allowing researchers to create and maintain the desired pressure conditions in their experiments.
– The pumps offer fine-tuning capabilities to achieve the optimal vacuum level required for specific laboratory processes.
4. Reliability and Durability:
– Piston vacuum pumps are known for their reliability and durability, which are crucial factors in laboratory environments.
– They are designed to withstand continuous operation and frequent use, ensuring consistent performance over extended periods.
5. Low Contamination Risk:
– Piston vacuum pumps are designed with airtight seals that minimize the risk of contamination.
– This is particularly important in laboratory settings where maintaining a clean and uncontaminated environment is vital for accurate and reliable experimental results.
6. Cost-Effective Solution:
– Piston vacuum pumps are generally more cost-effective compared to other types of vacuum pumps.
– They offer a balance between performance and affordability, making them a preferred choice for many laboratory budgets.
7. Ease of Maintenance:
– Piston vacuum pumps are relatively easy to maintain, with readily available spare parts and service support.
– Routine maintenance tasks such as changing oil, inspecting seals, and cleaning can be easily performed, ensuring the pump’s longevity and consistent performance.
In summary, piston vacuum pumps are highly suitable for laboratory use due to their versatility, ability to generate deep vacuum levels, precise control, reliability, low contamination risk, cost-effectiveness, and ease of maintenance. They are widely utilized in various laboratory applications and provide researchers with the necessary vacuum conditions for their experiments and processes.
editor by CX 2024-04-10
China supplier Oilless Mini Piston Vacuum Pump for Lab Automation a/c vacuum pump
Product Description
oilless mini piston vacuum pump for lab automation
Advantages:
Oil-less piston Vacuum Pumps / Air Compressors
PRANSCH oil-less rocking piston pump and air compressor combines the best characteristics of traditional piston pumps(air compressor) and diaphragm pumps into small units with excellent features.
- Light weight and very portable
- Durable and near ZERO maintenance
- Thermal protection (130 deg C)
- Power cord with plug, 1m length
- Shock mount
- Silencer – muffler
- Stainless steel vacuum and pressure gauge, both with oil damping
- Two stainless steel needle valves each with lock nut.
- All nickel plated fittings
- Power supply 230V, 50/60 Hz
This series is ideal for use in applications where oil-mist is undesirable. For examples, pressure/vacuum filtration, air sampling, water aeration, flame photometer, etc.
Specification:
| Model | Frequency | Flow | Pressure | Power | Speed | Current | Voltage | Heat | Sound | Weight | Hole | Installation Dimensions |
| Hz | L/min | Kpa | Kw | Min-1 | A | V | 0 C | db(A) | Kg | MM | MM | |
| PM200V | 50 | 33 | -84 | 0.10 | 1380 | 0.45 | 210/235 | 5-40 | 48 | 1.8 | 5 | L100xW74 |
| 60 | 50 | -84 | 0.12 | 1450 | 0.90 | 110/125 | 5-40 | 48 | 1.8 | 5 | ||
| PM300V | 50 | 66 | -86 | 0.12 | 1380 | 0.56 | 210/235 | 5-40 | 50 | 3.2 | 6 | L118xW70 |
| 60 | 75 | -86 | 0.14 | 1450 | 1.13 | 110/125 | 5-40 | 50 | 3.2 | 6 | ||
| PM400V | 50 | 80 | -92 | 0.32 | 1380 | 0.95 | 210/235 | 5-40 | 56 | 6.0 | 6 | L153xW95 |
| 60 | 92 | -92 | 0.36 | 1450 | 1.91 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM550V | 50 | 100 | -92 | 0.32 | 1380 | 1.50 | 210/235 | 5-40 | 56 | 6.0 | 6 | L148xW83 |
| 60 | 110 | -92 | 0.36 | 1450 | 3.10 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM1400V | 50 | 166 | -92 | 0.45 | 1380 | 1.90 | 210/235 | 5-40 | 58 | 8.5 | 6 | L203xW86 |
| 60 | 183 | -92 | 0.52 | 1450 | 4.10 | 110/125 | 5-40 | 58 | 8.5 | 6 | ||
| PM2000V | 50 | 216 | -92 | 0.55 | 1380 | 2.50 | 210/235 | 5-40 | 60 | 9.0 | 6 | L203xW86 |
| 60 | 250 | -92 | 0.63 | 1450 | 5.20 | 110/125 | 5-40 | 60 | 9.0 | 6 | ||
| HP2400V | 50 | 225 | -94 | 0.90 | 1380 | 3.30 | 210/235 | 5-40 | 75 | 17.0 | 7 | L246xW127 |
| 60 | 258 | -94 | 1.10 | 1450 | 6.90 | 110/125 | 5-40 | 75 | 17.0 | 7 | ||
| PM3000V | 50 | 230 | -94 | 1.10 | 1380 | 4.20 | 210/235 | 5-40 | 76 | 17.5 | 7 | L246xW127 |
| 60 | 266 | -94 | 1.30 | 1450 | 8.50 | 110/125 | 5-40 | 76 | 17.5 | 7 |
Why use a Rocking Piston Product?
Variety
Pransch oilless Rocking Piston air compressors and vacuum pumps, available in single, twin, miniature, and tankmounted
styles, are the perfect choice for hundreds of applications. Choose from dual frequency, shaded pole,
and permanent split capacitor (psc) electric motors with AC multi-voltage motors to match North American,
European, and CZPT power supplies. A complete line of recommended accessories as well as 6, 12, and
24 volt DC models in brush and brushless types are also available.
Performance
The rocking piston combines the best characteristics of piston and diaphragm air compressors into a small unit
with exceptional performance. Air flow capabilities from 3.4 LPM to 5.5 CFM (9.35 m3/h), pressure to 175 psi
(12.0 bar) and vacuum capabilities up to 29 inHg (31 mbar). Horsepowers range from 1/20 to 1/2 HP
(0.04 to 0.37 kW).
Reliable
These pumps are made to stand up through years of use. The piston rod and bearing assembly are bonded
together, not clamped; they will not slip, loosen, or misalign to cause trouble.
Clean Air
Because CZPT pumps are oil-free, they are ideal for use in applications in laboratories, hospitals, and the
food industry where oil mist contamination is undesirable.
Application:
- Transportation application include:Auto detailing Equipment,Braking Systems,Suspension Systems,Tire Inflators
- Food and Beverage application include:beverage dispensing,coffee and Espresso equipment,Food processing and packaging,Nitrogen Generation
- Medical and laboratory application include:Body fluid Analysis equipment,Dental compressors and hand tools,dental vacuum ovens,Dermatology equipment,eye surgery equipment,lab automation,Liposuction equipment,Medical aspiration,Nitrogen Generation,Oxygen concentrators,Vacuum Centrifuge,vacuum filtering,ventilators
- General industrial application include:Cable pressurization,core drilling
- Environmental application include:Dry sprinkler systems,Pond Aeration,Refrigerant Reclamation,Water Purification Systems
- Printing and packaging application include:vacuum frames
- material Handling application include:vacuum mixing
What is Rocking piston type dry vacuum pumps?
Rocking Piston type dry vacuum pump is a mechanical vacuum pump that transfers gas by the reciprocating motion of a piston interlocking with an eccentric rotating shaft.
Features of Rocking piston type dry vacuum pumps
Since this is an oil-less pump, backflow of air through the sliding part between the cylinder and piston ring is unavoidable. Because of its simple structure, this pump has low ultimate pressure. However, it can obtain stable pressure in a low vacuum region.
Some models can also be used as a pressurizing source for compressors. The pump is widely used in printed board mounting equipment, vacuum packaging machines, material adsorption transfer equipment, labeling machines, printing ink degassing machines, printing machines, photograph plate making machines, screen printing machines, degassing machines, burying machines, baking furnaces, suction machines, automobile exhaust gas analyzers, refrigerant recovery device, plasma cutting equipment.
Strength: The pump has a simple structure and is easy to maintain.
Weakness: The pump can not obtain a high vacuum.
Applications
Some models can also be used as a pressurizing source for compressors. The pump is widely used in printed board mounting equipment, vacuum packaging machines, material adsorption transfer equipment, labeling machines, printing ink degassing machines, printing machines, photograph plate making machines, screen printing machines, degassing machines, burying machines, baking furnaces, suction machines, automobile exhaust gas analyzers, refrigerant recovery device, plasma cutting equipment.
Mechanism of Rocking piston type dry vacuum pumps
When the eccentric cam directly connected to the motor rotates, the piston moves up and down in the cylinder while swinging. The space inside the cylinder changes due to the vertical movement of the piston, and the gas is transported by repeating intake, compression and exhaust.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Reciprocating Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Mainsuction Pump |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|
What Are the Key Components of a Piston Vacuum Pump?
A piston vacuum pump consists of several key components that work together to create a vacuum. Here’s a detailed explanation of these components:
1. Cylinder:
– The cylinder is a cylindrical chamber where the piston moves back and forth.
– It provides the housing for the piston and plays a crucial role in creating the vacuum by changing the volume of the chamber.
2. Piston:
– The piston is a movable component that fits inside the cylinder.
– It creates a seal between the piston and cylinder walls, allowing the pump to create a pressure differential and generate a vacuum.
– The piston is typically driven by a motor or an external power source.
3. Intake Valve:
– The intake valve allows gas or air to enter the cylinder during the suction stroke.
– It opens when the piston moves downward, creating a vacuum and drawing gas into the cylinder from the system being evacuated.
4. Exhaust Valve:
– The exhaust valve allows the expelled gas to exit the cylinder during the compression stroke.
– It opens when the piston moves upward, allowing the compressed gas to be expelled from the cylinder.
5. Lubrication System:
– Piston vacuum pumps often incorporate a lubrication system to ensure smooth operation and maintain an airtight seal between the piston and cylinder walls.
– Lubricating oil is introduced into the cylinder to provide lubrication and help maintain the seal.
– The lubrication system also helps to cool the pump by dissipating heat generated during operation.
6. Cooling System:
– Some piston vacuum pumps may include a cooling system to prevent overheating.
– This can involve the circulation of a cooling fluid or the use of cooling fins to dissipate heat generated during operation.
7. Pressure Gauges and Controls:
– Pressure gauges are often installed to monitor the vacuum level or pressure within the system.
– Control mechanisms, such as switches or valves, may be present to regulate the operation of the pump or maintain the desired vacuum level.
8. Motor or Power Source:
– The piston in a piston vacuum pump is typically driven by a motor or an external power source.
– The motor provides the necessary mechanical energy to move the piston back and forth, creating the suction and compression strokes.
9. Frame or Housing:
– The components of the piston vacuum pump are housed within a frame or housing that provides structural support and protection.
– The frame or housing also helps to reduce noise and vibration during operation.
In summary, the key components of a piston vacuum pump include the cylinder, piston, intake valve, exhaust valve, lubrication system, cooling system, pressure gauges and controls, motor or power source, and the frame or housing. These components work together to create a vacuum by reciprocating the piston within the cylinder, allowing gas to be drawn in and expelled, while maintaining an airtight seal. The lubrication and cooling systems, as well as pressure gauges and controls, ensure smooth and efficient operation of the pump.

What Industries Commonly Rely on Piston Vacuum Pumps?
Various industries rely on piston vacuum pumps for their specific applications and requirements. Here’s a detailed explanation:
1. Manufacturing and Industrial Processes:
– Piston vacuum pumps find extensive use in manufacturing and industrial processes across different sectors.
– They are commonly employed in vacuum packaging, where they help create a vacuum environment to preserve and extend the shelf life of food products.
– In the automotive industry, piston vacuum pumps are utilized in brake booster systems to provide the necessary vacuum for power braking.
– Other industrial applications include vacuum molding, vacuum drying, vacuum distillation, and vacuum filtration.
2. Pharmaceuticals and Medical Industry:
– The pharmaceutical and medical industry extensively relies on piston vacuum pumps for various critical processes.
– These pumps are used in pharmaceutical manufacturing for vacuum drying, solvent recovery, and distillation processes.
– In medical applications, piston vacuum pumps are utilized in vacuum suction devices and medical laboratory equipment.
– They are also employed in vacuum autoclaves for sterilization purposes.
3. Research and Laboratory Settings:
– Piston vacuum pumps are commonly found in research laboratories and scientific facilities.
– They are used for creating vacuum conditions in laboratory equipment such as vacuum ovens, freeze dryers, and vacuum desiccators.
– These pumps are crucial for applications like sample preparation, material testing, and scientific experiments requiring controlled environments.
4. Electronics and Semiconductor Manufacturing:
– The electronics and semiconductor industry heavily relies on piston vacuum pumps for various manufacturing processes.
– They are utilized in vacuum deposition systems for thin film coating, such as physical vapor deposition (PVD) and chemical vapor deposition (CVD).
– Piston pumps are also employed in vacuum furnaces for heat treatment processes in semiconductor fabrication.
– Other applications include vacuum packaging of electronic components and devices.
5. Food Processing and Packaging:
– Piston vacuum pumps play a significant role in the food processing and packaging industry.
– They are used for vacuum packaging of perishable food items, preventing spoilage and extending shelf life.
– In food processing, these pumps assist in vacuum concentration, freeze drying, and deaeration processes.
6. Environmental and Waste Management:
– Piston vacuum pumps find applications in environmental and waste management sectors.
– They are used in vacuum systems for wastewater treatment, including processes like aeration, filtration, and sludge dewatering.
– Piston pumps also assist in industrial and municipal waste management systems for vacuum collection or transfer of waste materials.
7. Other Industries:
– Piston vacuum pumps have diverse applications in additional industries:
– They are used in the glass manufacturing industry for vacuum lifting and handling of glass sheets or products.
– Piston pumps find application in the printing industry for vacuum feeding and ink transfer systems.
– They are employed in the power generation industry for steam condenser evacuation and turbine sealing systems.
In summary, piston vacuum pumps find widespread use in industries such as manufacturing and industrial processes, pharmaceuticals and medical, research and laboratory settings, electronics and semiconductor manufacturing, food processing and packaging, environmental and waste management, as well as in other sectors like glass manufacturing, printing, and power generation.

Are There Oil-Free Piston Vacuum Pump Options Available?
Yes, there are oil-free piston vacuum pump options available. Here’s a detailed explanation:
1. Oil-Free Technology:
– Traditional piston vacuum pumps use oil as a lubricant and sealant in their operation.
– However, advancements in vacuum pump technology have led to the development of oil-free piston vacuum pumps.
– Oil-free piston pumps are designed to operate without the need for lubricating oil, eliminating the risk of oil contamination and the need for oil changes.
2. Dry Running Operation:
– Oil-free piston vacuum pumps achieve lubrication and sealing through alternative means.
– They often utilize materials such as self-lubricating polymers or advanced coatings on the piston and cylinder surfaces.
– These materials reduce friction and provide sufficient sealing to maintain vacuum levels without the need for oil.
3. Applications:
– Oil-free piston vacuum pumps are suitable for a wide range of applications where oil contamination is a concern.
– They are commonly used in industries such as food and beverage, pharmaceutical, electronics, laboratories, and medical where a clean and oil-free vacuum environment is required.
4. Advantages:
– The primary advantage of oil-free piston vacuum pumps is their ability to provide a clean and oil-free vacuum.
– They eliminate the risk of oil contamination, which is crucial in sensitive applications such as semiconductor manufacturing or pharmaceutical production.
– Oil-free pumps also simplify maintenance since there is no need for oil changes or regular oil monitoring.
5. Considerations:
– While oil-free piston vacuum pumps offer advantages, they also have some considerations to keep in mind.
– They may have slightly lower ultimate vacuum levels compared to oil-lubricated pumps.
– The absence of oil as a lubricant may result in slightly higher operating temperatures and increased wear on piston and cylinder surfaces.
– It’s important to select an oil-free piston vacuum pump that is suitable for the specific application requirements and consider the trade-offs between performance, cost, and maintenance.
6. Alternative Pump Technologies:
– In some cases, where oil-free operation is critical or specific vacuum levels are required, alternative pump technologies may be more suitable.
– Dry screw pumps, claw pumps, or scroll pumps are examples of oil-free pump technologies that are widely used in various industries.
– These pumps offer oil-free operation, high pumping speeds, and can achieve lower vacuum levels compared to oil-free piston pumps.
In summary, oil-free piston vacuum pumps are available as an alternative to traditional oil-lubricated pumps. They provide a clean and oil-free vacuum environment, making them suitable for applications where oil contamination is a concern. However, it’s important to consider specific application requirements and explore alternative pump technologies if necessary.
editor by CX 2024-04-10
China Hot selling Laboratory Chemicals Rotary Evaporator Use GM-2.0 Diaphragm Type Cheap Oilless Diaphragm Vacuum Pump vacuum pump connector
Product Description
;
Product Description
China lab mini oilless diaphragm vacuum pump price
“TOPTION” series Diaphragm Vacuum Pump has the features of continuous oil free pumping , low noise level , higher efficiency , long lifetime . It is mainly used in medicinal products analysis , industry of fine chemicals , biochemical pharmacy , food examination , The criminal investigation technology , etc . It is used with the precision chromatography instrument , the necessary of laboratory . This product is specially designed for laboratory , reliable and easy to use .
APPLICATION:Vacuum adsorption;Solvent filtration;Vacuum distillation;Vacuum drying;Compressing and converting gas
SPE ( CZPT phase extraction);Deaeration
Product Parameters
| name | type | ultimate vacuum | ultimate pressure | Speed (L/Min) | Positive pressure | Pump head | noise(DB) |
| diaphragm vacuum pump | GM-0.20 | 250mbar | 0.075Mpa | 12 | ≥30Psi | 2 | <60DB |
| GM-0.33A | 200mbar | 0.08Mpa | 20 | 1 | <60DB | ||
| GM-0.5A | 200mbar | 0.08Mpa | 30 | ≥30Psi | 1 | <60DB | |
| GM-0.5B | 50mbar | 0.095Mpa | 30 | 2 | <60DB | ||
| GM-1.0A | 200mbar | 0.08Mpa | 60 | ≥30Psi | 2 | <60DB | |
| GM – 2 | 200mbar | 0.08Mpa | 120 | 2 | <60DB | ||
| GM-0.33A(anti-corrosion) | 200mbar | 0.08Mpa | 20 | 1 | <60DB | ||
| GM-0.5A(anti-corrosion) | 200mbar | 0.08Mpa | 30 | ≥30Psi | 1 | <60DB | |
| GM-0.5B(anti-corrosion) | 50mbar | 0.095Mpa | 30 | 2 | <60DB | ||
| GM-1.0A(anti-corrosion) | 200mbar | 0.08Mpa | 60L | ≥30Psi | 2 | <60DB | |
| GM – 2(anti-corrosion) | 200mbar | 0.08Mpa | 120 | 2 | <60DB |
Detailed Photos
1.Corrosion resistance , able to tolerance almost all strong acid (including CZPT regia) , strong alkali , strong oxidizer , reductant , and variety of organic solvents .
2.Withstand high and low temperatures , can be used in temperature of -190ºC to 260ºC .
3.Non-stick surface , most CZPT material and impurity particles can not conglutinate on the surface .
Company Profile
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Diaphragm Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | Low Vacuum |
| Work Function: | Maintain the Pump |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|

Basic knowledge of vacuum pump
A vacuum pump is a device that draws gas molecules from a sealed volume and maintains a partial vacuum. Its main job is to create a relative vacuum within a given volume or volumes. There are many types of vacuum pumps. This article will describe how they work, their types, and their applications.
How it works
A vacuum pump is a mechanical device that removes gas from a system by applying it to a higher pressure than the surrounding atmosphere. The working principle of the vacuum pump is based on the principle of gas transfer and entrapment. Vacuum pumps can be classified according to their vacuum level and the number of molecules that can be removed per cubic centimeter of space. In medium to high vacuum, viscous flow occurs when gas molecules collide with each other. Increasing the vacuum causes molecular or transitional flow.
A vacuum pump has several components that make it a versatile tool. One of the main components is the motor, which consists of a rotor and a stator. The rotor and stator contain coils that generate a magnetic field when excited. Both parts must be mounted on a base that supports the weight of the pump. There is also an oil drain that circulates oil throughout the system for lubrication and cooling purposes.
Another type of vacuum pump is the liquid ring vacuum pump. It works by positioning the impeller above or below the blades. Liquid ring pumps can also adjust the speed of the impeller. However, if you plan to use this type of pump, it is advisable to consult a specialist.
Vacuum pumps work by moving gas molecules to areas of higher or lower pressure. As the pressure decreases, the removal of the molecules becomes more difficult. Industrial vacuum systems require pumps capable of operating in the 1 to 10-6 Torr range.
Type
There are different types of vacuum pumps. They are used in many different applications, such as laboratories. The main purpose of these pumps is to remove air or gas molecules from the vacuum chamber. Different types of pumps use different techniques to achieve this. Some types of pumps use positive displacement, while others use liquid ring, molecular transfer, and entrapment techniques.
Some of these pumps are used in industrial processes, including making vacuum tubes, CRTs, electric lights, and semiconductor processing. They are also used in motor vehicles to power hydraulic components and aircraft. The gyroscope is usually controlled by these pumps. In some cases, they are also used in medical settings.
How a vacuum pump works depends on the type of gas being pumped. There are three main types: positive displacement, negative displacement, and momentum transfer. Depending on the type of lubrication, these principles can be further divided into different types of pumps. For example, dry vacuum pumps are less sensitive to gases and vapors.
Another type of vacuum pump is called a rotary vane pump. This type of pump has two main components, the rotor and the vacuum chamber. These pumps work by rotating moving parts against the pump casing. The mating surfaces of rotary pumps are designed with very small clearances to prevent fluid leakage to the low pressure side. They are suitable for vacuum applications requiring low pulsation and high continuous flow. However, they are not suitable for use with grinding media.
There are many types of vacuum pumps and it is important to choose the right one for your application. The type of pump depends on the needs and purpose of the system. The larger ones can work continuously, and the smaller ones are more suitable for intermittent use. 
Apply
Vacuum pumps are used in a variety of industrial and scientific processes. For example, they are used in the production of vacuum tubes, CRTs, and electric lamps. They are also used in semiconductor processing. Vacuum pumps are also used as mechanical supports for other equipment. For example, there may be multiple vacuum pumps on the engine of a motor vehicle that powers the hydraulic components of an aircraft. In addition, they are often used in fusion research.
The most common type of vacuum pump used in the laboratory is the rotary vane pump. It works by directing airflow through a series of rotating blades in a circular housing. As the blades pass through the casing, they remove gas from the cavity and create a vacuum. Rotary pumps are usually single or double-stage and can handle pressures between 10 and 6 bar. It also has a high pumping speed.
Vacuum pumps are also used to fabricate solar cells on wafers. This involves a range of processes including doping, diffusion, dry etching, plasma-enhanced chemical vapor deposition, and bulk powder generation. These applications depend on the type of vacuum pump used in the process, and the vacuum pump chosen should be designed for the environment.
While there are several types of vacuum pumps available, their basic working principles remain the same. Each has different functions and capacities, depending on the type of vacuum. Generally divided into positive displacement pump, rotary vane pump, liquid ring pump, and molecular delivery pump.
Maintenance
The party responsible for general maintenance and repairs is the Principal Investigator (PI). Agknxs must be followed and approved by the PI and other relevant laboratory personnel. The Agknx provides guidelines for routine maintenance of vacuum pump equipment. Agknxs are not intended to replace detailed routine inspections of vacuum pump equipment, which should be performed by certified/qualified service personnel. If the device fails, the user should contact PI or RP for assistance.
First, check the vacuum pump for any loose parts. Make sure the inlet and outlet pressure gauges are open. When the proper pressure is shown, open the gate valve. Also, check the vacuum pump head and flow. Flow and head should be within the range indicated on the label. Bearing temperature should be within 35°F and maximum temperature should not exceed 80°F. The vacuum pump bushing should be replaced when it is severely worn.
If the vacuum pump has experienced several abnormal operating conditions, a performance test should be performed. Results should be compared to reference values to identify abnormalities. To avoid premature pump failure, a systematic approach to predictive maintenance is essential. This is a relatively new area in the semiconductor industry, but leading semiconductor companies and major vacuum pump suppliers have yet to develop a consistent approach.
A simplified pump-down test method is proposed to evaluate the performance of vacuum pumps. The method includes simulated aeration field tests and four pump performance indicators. Performance metrics are evaluated under gas-loaded, idle, and gas-load-dependent test conditions. 
Cost
The total cost of a vacuum pump consists of two main components: the initial investment and ongoing maintenance costs. The latter is the most expensive component, as it consumes about four to five times the initial investment. Therefore, choosing a more energy-efficient model is a good way to reduce the total system cost and payback period.
The initial cost of a vacuum pump is about $786. Oil-lubricated rotary vane pumps are the cheapest, while oil-free rotary vane pumps are slightly more expensive. Non-contact pumps also cost slightly more. The cost of a vacuum pump is not high, but it is a factor that needs careful consideration.
When choosing a vacuum pump, it is important to consider the type of gas being pumped. Some pumps are only suitable for pumping air, while others are designed to pump helium. Oil-free air has a different pumping rate profile than air. Therefore, you need to consider the characteristics of the medium to ensure that the pump meets your requirements. The cost of a vacuum pump can be much higher than the purchase price, as the daily running and maintenance costs can be much higher.
Lubricated vacuum pumps tend to be more durable and less expensive, but they may require more maintenance. Maintenance costs will depend on the type of gas that needs to be pumped. Lighter gases need to be pumped slowly, while heavier gases need to be pumped faster. The maintenance level of a vacuum pump also depends on how often it needs to be lubricated.
Diaphragm vacuum pumps require regular maintenance and oil changes. The oil in the diaphragm pump should be changed every 3000 hours of use. The pump is also resistant to chemicals and corrosion. Therefore, it can be used in acidic and viscous products.
editor by CX 2024-04-08