Product Description
Application scope and characteristics:
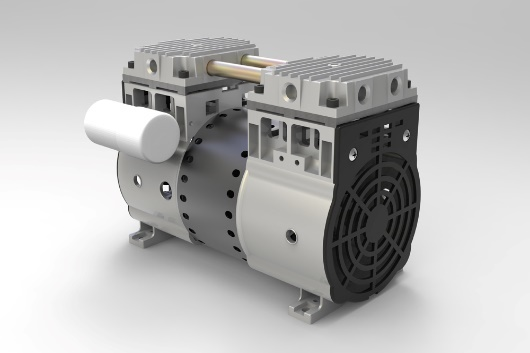
Greentech International (Xihu (West Lake) Dis.) Co., Ltd is the professional vacuum pump supplier. 2BE1 series water ring vacuum pumps and compressors are the products with high efficiency and economic power, which are manufactured by our company integrating with the advanced technology of the imported products from Germany.
These series products adopt CHINAMFG and single action structure and have many advantages, such as, compact structure, convenient maintenance, reliable running, high efficiency and economic power.
The main characteristics of 2BE1 series products:
All the bearings are the imported products with the brand name of CHINAMFG orNTN for ensuring the precise orientation and the high stability during the working of the pump.
The material of the impeller is QT400 nodular iron or stainless steel for ensuring the stability when the pump works under the rigorous condition and can extend the lifetime of the pump.
The casing is made of steel or stainless steel plates to extend the lifetime of the 2BE1 series pumps.
The shaft bushing is made of stainless steel to improve the lifetime of the pump 5 times than the normal material.
The V-belt pulley (when the pump is driven by the belt) is used the high precise pulley with taper bushing to keep the reliability of the pump and extend its life. And it is also easy to mantle and dismantle.
The coupling is used to drive the pump directly. The flexible part connecting the 2 half coupling is made of polyurethane that makes the pump more reliable.
The unique design to set the separator above the pump saves the space and decreases the noise efficiently.
All the parts are cast by the resin sands that make the pump surface very smooth. It is not necessary to cover the surface of the pumps with putty and gives out the heat efficiently.
The mechanical seals (optional) are used the imported products to avoid the leakage when the pump works for a long time.
| Type | Speed (Drive type) r/min |
Shaft power kW |
Motor power kW |
Motor type |
Limited vacuum mbar |
Weight (Whole set) kg |
||
| Suction capacity | ||||||||
| m 3 /h | m 3 /min | |||||||
| 2BE1 151-0 | 1450(D) 1100(V) 1300(V) 1625(V) 1750(V) |
10.8 7.2 9.2 13.2 14.8 |
15 11 11 15 18.5 |
Y160L-4 Y160M-4 Y160M-4 Y160L-4 Y180M-4 |
33mbar (-0.098MPa) |
405 300 360 445 470 |
6.8 5.0 6.0 7.4 7.8 |
469 428 444 469 503 |
| 2BE1 152-0 | 1450(D) 1100(V) 1300(V) 1625(V) 1750(V) |
12.5 8.3 10.5 15.0 17.2 |
15 11 15 18.5 22 |
Y160L-4 Y160M-4 Y160L-4 Y180M-4 Y180L-4 |
33mbar (-0.098MPa) |
465 340 415 510 535 |
7.8 5.7 6.9 8.5 8.9 |
481 437 481 515 533 |
| 2BE1 153-0 | 1450(D) 1100(V) 1300(V) 1625(V) 1750(V) |
16.3 10.6 13.6 19.6 22.3 |
18.5 15 18.5 22 30 |
Y180M-4 Y160L-4 Y180M-4 Y180L-4 Y200L-4 |
33mbar (-0.098MPa) |
600 445 540 660 700 |
10.0 7.4 9.0 11.0 11.7 |
533 480 533 551 601 |
| 2BE1 202-0 | 970(D) 790(V) 880(v) 1100(V) 1170(V) 1300(V) |
17 14 16 22 25 30 |
22 18.5 18.5 30 30 37 |
Y200L2-6 Y180M-4 Y180M-4 Y200L-4 Y200L-4 Y225S-4 |
33mbar (-0.098MPa) |
760 590 670 850 890 950 |
12.7 9.8 11.2 14.2 14.8 15.8 |
875 850 850 940 945 995 |
| 2BE1 203-0 | 970(D) 790(V) 880(V) 1100(V) 1170(V) 1300(V) |
27 20 23 33 37 45 |
37 30 30 45 45 55 |
Y250M-6 Y200L-4 Y200L-4 Y225M-4 Y225M-4 Y250M-4 |
33mbar (-0.098MPa) |
1120 880 1000 1270 1320 1400 |
18.7 14.7 16.7 21.2 22.0 23.3 |
1065 995 995 1080 1085 1170 |
| 2BE1 252-0 | 740(D) 558(V) 660(V) 832(V) 885(V) 938(V) |
38 26 31.8 49 54 60 |
45 30 37 55 75 75 |
Y280M-8 Y200L-4 Y225S-4 Y250M-4 Y280S-4 Y280S-4 |
33mbar (-0.098MPa) |
1700 1200 1500 1850 2000 2100 |
28.3 20.0 25.0 30.8 33.3 35.0 |
1693 1460 1515 1645 1805 1805 |
| 2BE1 253-0 | 740(D) 560(V) 660(V) 740(V) 792(V) 833(V) 885(V) 938(V) |
54 37 45 54 60 68 77 86 |
75 45 55 75 75 90 90 110 |
Y315M-8 Y225M-4 Y250M-4 Y280S-4 Y280S-4 Y280M-4 Y280M-4 Y315S-4 |
33mbar (-0.098MPa) |
2450 1750 2140 2450 2560 2700 2870 3571 |
40.8 29.2 35.7 40.8 42.7 45.0 47.8 50.3 |
2215 1695 1785 1945 1945 2055 2060 2295 |
| 2BE1 303-0 | 740(D) 590(D) 466(V) 521(V) 583(V) 657(V) 743(V) |
98 65 48 54 64 78 99 |
110 75 55 75 75 90 132 |
Y315L2-8 Y315L2-10 Y250M-4 Y280S-4 Y280S-4 Y280M-4 Y315M-4 |
33mbar (-0.098MPa) |
4000 3200 2500 2800 3100 3580 4000 |
66.7 53.3 41.7 46.7 51.7 59.7 66.7 |
3200 3200 2645 2805 2810 2925 3290 |
| 2BE1 305-1 2BE1 306-1 |
740(D) 590(D) 490(V) 521(V) 583(V) 657(V) 743(V) |
102 70 55 59 68 84 103 |
132 90 75 75 90 110 132 |
Y355M1-8 Y355M1-10 Y280S-4 Y280S-4 Y280M-4 Y315S-4 Y315M-4 |
160mbar (-0.085MPa) |
4650 3750 3150 3320 3700 4130 4650 |
77.5 62.5 52.5 55.3 61.2 68.8 77.5 |
3800 3800 2950 3000 3100 3300 3450 |
| 2BE1 353-0 | 590(D) 390(V) 415(V) 464(V) 520(V) 585(V) 620(V) 660(V) |
121 65 70 81 97 121 133 152 |
160 75 90 110 132 160 160 185 |
Y355L2-10 Y280S-4 Y280M-4 Y315S-4 Y315M-4 Y315L1-4 Y315L1-4 Y315L2-4 |
33mbar (-0.098MPa) |
5300 3580 3700 4100 4620 5200 5500 5850 |
88.3 59.7 61.7 68.3 77.0 86.7 91.7 97.5 |
4750 3560 3665 3905 4040 4100 4100 4240 |
| 2BE1 355-1 2BE1 356-1 |
590(D) 390(V) 435(V) 464(V) 520(V) 555(V) 585(V) 620(V) |
130 75 86 90 102 115 130 145 |
160 90 110 110 132 132 160 185 |
Y355L2-10 Y280M-4 Y315S-4 Y315S-4 Y315M-4 Y315M-4 Y315L1-4 Y315L2-4 |
160mbar (-0.085MPa) |
6200 4180 4600 4850 5450 5800 6100 6350 |
103.3 69.7 76.7 80.8 90.8 98.3 101.7 105.8 |
5000 3920 4150 4160 4290 4300 4350 4450 |
| 2BE1 403-0 | 330(V) 372(V) 420(V) 472(V) 530(V) 565(V) |
97 110 131 160 203 234 |
132 132 160 200 250 280 |
Y315M-4 Y315M-4 Y315L1-4 Y315L2-4 Y355M2-4 Y355L1-4 |
33mbar (-0.098MPa) |
5160 5700 6470 7380 8100 8600 |
86.0 95.0 107.8 123.0 135.0 143.3 |
5860 5870 5950 6190 6630 6800 |
| 2BE1 405-1 2BE1 406-1 |
330(V) 372(V) 420(V) 472(V) 530(V) 565(V) |
100 118 140 170 206 235 |
132 160 185 200 250 280 |
Y315M-4 Y315L1-4 Y315L2-4 Y315L2-4 Y355M2-4 Y355L1-4 |
160mbar (-0.085MPa) |
6000 6700 7500 8350 9450 15710 |
100.0 111.7 125.0 139.2 157.5 168.3 |
5980 6070 6200 6310 6750 6920 |
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Kinetic Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Pre-Suction Pump |
| Working Conditions: | Wet |
| Customization: |
Available
|
|
|---|

Can Vacuum Pumps Be Used for Vacuum Furnaces?
Yes, vacuum pumps can be used for vacuum furnaces. Here’s a detailed explanation:
Vacuum furnaces are specialized heating systems used in various industries for heat treatment processes that require controlled environments with low or no atmospheric pressure. Vacuum pumps play a crucial role in creating and maintaining the vacuum conditions necessary for the operation of vacuum furnaces.
Here are some key points regarding the use of vacuum pumps in vacuum furnaces:
1. Vacuum Creation: Vacuum pumps are used to evacuate the furnace chamber, creating a low-pressure or near-vacuum environment. This is essential for the heat treatment processes carried out in the furnace, as it helps eliminate oxygen and other reactive gases, preventing oxidation or unwanted chemical reactions with the heated materials.
2. Pressure Control: Vacuum pumps provide the means to control and maintain the desired pressure levels within the furnace chamber during the heat treatment process. Precise pressure control is necessary to achieve the desired metallurgical and material property changes during processes such as annealing, brazing, sintering, and hardening.
3. Contamination Prevention: By removing gases and impurities from the furnace chamber, vacuum pumps help prevent contamination of the heated materials. This is particularly important in applications where cleanliness and purity of the processed materials are critical, such as in the aerospace, automotive, and medical industries.
4. Rapid Cooling: Some vacuum furnace systems incorporate rapid cooling capabilities, known as quenching. Vacuum pumps assist in facilitating the rapid cooling process by removing the heat generated during quenching, ensuring efficient cooling and minimizing distortion or other unwanted effects on the treated materials.
5. Process Flexibility: Vacuum pumps provide flexibility in the type of heat treatment processes that can be performed in vacuum furnaces. Different heat treatment techniques, such as vacuum annealing, vacuum brazing, or vacuum carburizing, require specific pressure levels and atmospheric conditions that can be achieved and maintained with the use of vacuum pumps.
6. Vacuum Pump Types: Different types of vacuum pumps can be used in vacuum furnaces, depending on the specific requirements of the heat treatment process. Commonly used vacuum pump technologies include oil-sealed rotary vane pumps, dry screw pumps, diffusion pumps, and cryogenic pumps. The choice of vacuum pump depends on factors such as required vacuum level, pumping speed, reliability, and compatibility with the process gases.
7. Maintenance and Monitoring: Proper maintenance and monitoring of vacuum pumps are essential to ensure their optimal performance and reliability. Regular inspections, lubrication, and replacement of consumables (such as oil or filters) are necessary to maintain the efficiency and longevity of the vacuum pump system.
8. Safety Considerations: Operating vacuum furnaces with vacuum pumps requires adherence to safety protocols. This includes proper handling of potentially hazardous gases or chemicals used in the heat treatment processes, as well as following safety guidelines for operating and maintaining the vacuum pump system.
Overall, vacuum pumps are integral components of vacuum furnaces, enabling the creation and maintenance of the required vacuum conditions for precise and controlled heat treatment processes. They contribute to the quality, consistency, and efficiency of the heat treatment operations performed in vacuum furnaces across a wide range of industries.

How Do Vacuum Pumps Contribute to Energy Savings?
Vacuum pumps play a significant role in energy savings in various industries and applications. Here’s a detailed explanation:
Vacuum pumps contribute to energy savings through several mechanisms and efficiencies. Some of the key ways in which vacuum pumps help conserve energy are:
1. Improved Process Efficiency: Vacuum pumps are often used to remove gases and create low-pressure or vacuum conditions in industrial processes. By reducing the pressure, vacuum pumps enable the removal of unwanted gases or vapors, improving the efficiency of the process. For example, in distillation or evaporation processes, vacuum pumps help lower the boiling points of liquids, allowing them to evaporate or distill at lower temperatures. This results in energy savings as less heat is required to achieve the desired separation or concentration.
2. Reduced Energy Consumption: Vacuum pumps are designed to operate efficiently and consume less energy compared to other types of equipment that perform similar functions. Modern vacuum pump designs incorporate advanced technologies, such as variable speed drives, energy-efficient motors, and optimized control systems. These features allow vacuum pumps to adjust their operation based on demand, reducing energy consumption during periods of lower process requirements. By consuming less energy, vacuum pumps contribute to overall energy savings in industrial operations.
3. Leak Detection and Reduction: Vacuum pumps are often used in leak detection processes to identify and locate leaks in systems or equipment. By creating a vacuum or low-pressure environment, vacuum pumps can assess the integrity of a system and identify any sources of leakage. Detecting and repairing leaks promptly helps prevent energy wastage associated with the loss of pressurized fluids or gases. By addressing leaks, vacuum pumps assist in reducing energy losses and improving the overall energy efficiency of the system.
4. Energy Recovery Systems: In some applications, vacuum pumps can be integrated into energy recovery systems. For instance, in certain manufacturing processes, the exhaust gases from vacuum pumps may contain heat or have the potential for energy recovery. By utilizing heat exchangers or other heat recovery systems, the thermal energy from the exhaust gases can be captured and reused to preheat incoming fluids or provide heat to other parts of the process. This energy recovery approach further enhances the overall energy efficiency by utilizing waste heat that would otherwise be lost.
5. System Optimization and Control: Vacuum pumps are often integrated into centralized vacuum systems that serve multiple processes or equipment. These systems allow for better control, monitoring, and optimization of the vacuum generation and distribution. By centralizing the vacuum production and employing intelligent control strategies, energy consumption can be optimized based on the specific process requirements. This ensures that vacuum pumps operate at the most efficient levels, resulting in energy savings.
6. Maintenance and Service: Proper maintenance and regular servicing of vacuum pumps are essential for their optimal performance and energy efficiency. Routine maintenance includes tasks such as cleaning, lubrication, and inspection of pump components. Well-maintained pumps operate more efficiently, reducing energy consumption. Additionally, prompt repair of any faulty parts or addressing performance issues helps maintain the pump’s efficiency and prevents energy waste.
In summary, vacuum pumps contribute to energy savings through improved process efficiency, reduced energy consumption, leak detection and reduction, integration with energy recovery systems, system optimization and control, as well as proper maintenance and service. By utilizing vacuum pumps efficiently and effectively, industries can minimize energy waste, optimize energy usage, and achieve significant energy savings in various applications and processes.

What Is a Vacuum Pump, and How Does It Work?
A vacuum pump is a mechanical device used to create and maintain a vacuum or low-pressure environment within a closed system. Here’s a detailed explanation:
A vacuum pump operates on the principle of removing gas molecules from a sealed chamber, reducing the pressure inside the chamber to create a vacuum. The pump accomplishes this through various mechanisms and techniques, depending on the specific type of vacuum pump. Here are the basic steps involved in the operation of a vacuum pump:
1. Sealed Chamber:
The vacuum pump is connected to a sealed chamber or system from which air or gas molecules need to be evacuated. The chamber can be a container, a pipeline, or any other enclosed space.
2. Inlet and Outlet:
The vacuum pump has an inlet and an outlet. The inlet is connected to the sealed chamber, while the outlet may be vented to the atmosphere or connected to a collection system to capture or release the evacuated gas.
3. Mechanical Action:
The vacuum pump creates a mechanical action that removes gas molecules from the chamber. Different types of vacuum pumps use various mechanisms for this purpose:
– Positive Displacement Pumps: These pumps physically trap gas molecules and remove them from the chamber. Examples include rotary vane pumps, piston pumps, and diaphragm pumps.
– Momentum Transfer Pumps: These pumps use high-speed jets or rotating blades to transfer momentum to gas molecules, pushing them out of the chamber. Examples include turbomolecular pumps and diffusion pumps.
– Entrapment Pumps: These pumps capture gas molecules by adsorbing or condensing them on surfaces or in materials within the pump. Cryogenic pumps and ion pumps are examples of entrainment pumps.
4. Gas Evacuation:
As the vacuum pump operates, it creates a pressure differential between the chamber and the pump. This pressure differential causes gas molecules to move from the chamber to the pump’s inlet.
5. Exhaust or Collection:
Once the gas molecules are removed from the chamber, they are either exhausted into the atmosphere or collected and processed further, depending on the specific application.
6. Pressure Control:
Vacuum pumps often incorporate pressure control mechanisms to maintain the desired level of vacuum within the chamber. These mechanisms can include valves, regulators, or feedback systems that adjust the pump’s operation to achieve the desired pressure range.
7. Monitoring and Safety:
Vacuum pump systems may include sensors, gauges, or indicators to monitor the pressure levels, temperature, or other parameters. Safety features such as pressure relief valves or interlocks may also be included to protect the system and operators from overpressure or other hazardous conditions.
It’s important to note that different types of vacuum pumps have varying levels of vacuum they can achieve and are suitable for different pressure ranges and applications. The choice of vacuum pump depends on factors such as the required vacuum level, gas composition, pumping speed, and the specific application’s requirements.
In summary, a vacuum pump is a device that removes gas molecules from a sealed chamber, creating a vacuum or low-pressure environment. The pump accomplishes this through mechanical actions, such as positive displacement, momentum transfer, or entrapment. By creating a pressure differential, the pump evacuates gas from the chamber, and the gas is either exhausted or collected. Vacuum pumps play a crucial role in various industries, including manufacturing, research, and scientific applications.


editor by Dream 2024-04-30
China best Mini Hot Liquid Electric Circulation Vacuum Pump From China vacuum pump ac
Product Description
Mini Hot Liquid Electric Circulation Vacuum Pump From China
Product Description
The circulating water vacuum pump is a laboratory vacuum generator that uses a water jet to generate a vacuum. This machine is used to provide vacuum conditions for the process of evaporation, distillation, crystallization, drying, sublimation, filtration, degassing, decompression, and so on, particularly be suitable for labs and small-scale tests in industries such as universities and colleges, scientific research institutes, chemical industry, pharmacy, biochemistry, foodstuff, pesticide, agricultural engineering, biological engineering.
Product Parameters
| Model | SHZ-D | SHZ-D four-meter, four tap |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| The machine Performance | Power(W) | 180 | 370 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Voltage(V/Hz) | 220/50 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Flow(L/min) | 60 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Lift(m) | 8 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Body material | Anti-corrosion/1Cr18 | Anti-corrosion | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| The machine performance | Max. pressure (M Pa) | 0.098 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Sucking rate for single tap(L/min) | 10 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Quantity of tap (Pcs) | 2 | 4 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Tank capacity(L) | 15 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Dimension(mm) | 4362 Main Markets: Central America, Mid East, Oceania, Africa, South America
Packaging & Shipping
Packaging:
FAQ 1. What’s the minimum order quantity?
2. What kind of payment terms do you accept? 3. How will you deliver these goods? 4. How will we package glass equipment be? 5. Can you accept OEM terms? 6. How to choose suitable equipment?
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
What Is the Vacuum Level and How Is It Measured in Vacuum Pumps?The vacuum level refers to the degree of pressure below atmospheric pressure in a vacuum system. It indicates the level of “emptiness” or the absence of gas molecules in the system. Here’s a detailed explanation of vacuum level measurement in vacuum pumps: Vacuum level is typically measured using pressure units that represent the difference between the pressure in the vacuum system and atmospheric pressure. The most common unit of measurement for vacuum level is the Pascal (Pa), which is the SI unit. Other commonly used units include Torr, millibar (mbar), and inches of mercury (inHg). Vacuum pumps are equipped with pressure sensors or gauges that measure the pressure within the vacuum system. These gauges are specifically designed to measure the low pressures encountered in vacuum applications. There are several types of pressure gauges used for measuring vacuum levels: 1. Pirani Gauge: Pirani gauges operate based on the thermal conductivity of gases. They consist of a heated element exposed to the vacuum environment. As gas molecules collide with the heated element, they transfer heat away, causing a change in temperature. By measuring the change in temperature, the pressure can be inferred, allowing the determination of the vacuum level. 2. Thermocouple Gauge: Thermocouple gauges utilize the thermal conductivity of gases similar to Pirani gauges. They consist of two dissimilar metal wires joined together, forming a thermocouple. As gas molecules collide with the thermocouple, they cause a temperature difference between the wires, generating a voltage. The voltage is proportional to the pressure and can be calibrated to provide a reading of the vacuum level. 3. Capacitance Manometer: Capacitance manometers measure pressure by detecting the change in capacitance between two electrodes caused by the deflection of a flexible diaphragm. As the pressure in the vacuum system changes, the diaphragm moves, altering the capacitance and providing a measurement of the vacuum level. 4. Ionization Gauge: Ionization gauges operate by ionizing gas molecules in the vacuum system and measuring the resulting electrical current. The ion current is proportional to the pressure, allowing the determination of the vacuum level. There are different types of ionization gauges, such as hot cathode, cold cathode, and Bayard-Alpert gauges. 5. Baratron Gauge: Baratron gauges utilize the principle of capacitance manometry but with a different design. They consist of a pressure-sensing diaphragm separated by a small gap from a reference electrode. The pressure difference between the vacuum system and the reference electrode causes the diaphragm to deflect, changing the capacitance and providing a measurement of the vacuum level. It’s important to note that different types of vacuum pumps may have different pressure ranges and may require specific pressure gauges suitable for their operating conditions. Additionally, vacuum pumps are often equipped with multiple gauges to provide information about the pressure at different stages of the pumping process or in different parts of the system. In summary, vacuum level refers to the pressure below atmospheric pressure in a vacuum system. It is measured using pressure gauges specifically designed for low-pressure environments. Common types of pressure gauges used in vacuum pumps include Pirani gauges, thermocouple gauges, capacitance manometers, ionization gauges, and Baratron gauges. \ How Do Vacuum Pumps Contribute to Energy Savings?Vacuum pumps play a significant role in energy savings in various industries and applications. Here’s a detailed explanation: Vacuum pumps contribute to energy savings through several mechanisms and efficiencies. Some of the key ways in which vacuum pumps help conserve energy are: 1. Improved Process Efficiency: Vacuum pumps are often used to remove gases and create low-pressure or vacuum conditions in industrial processes. By reducing the pressure, vacuum pumps enable the removal of unwanted gases or vapors, improving the efficiency of the process. For example, in distillation or evaporation processes, vacuum pumps help lower the boiling points of liquids, allowing them to evaporate or distill at lower temperatures. This results in energy savings as less heat is required to achieve the desired separation or concentration. 2. Reduced Energy Consumption: Vacuum pumps are designed to operate efficiently and consume less energy compared to other types of equipment that perform similar functions. Modern vacuum pump designs incorporate advanced technologies, such as variable speed drives, energy-efficient motors, and optimized control systems. These features allow vacuum pumps to adjust their operation based on demand, reducing energy consumption during periods of lower process requirements. By consuming less energy, vacuum pumps contribute to overall energy savings in industrial operations. 3. Leak Detection and Reduction: Vacuum pumps are often used in leak detection processes to identify and locate leaks in systems or equipment. By creating a vacuum or low-pressure environment, vacuum pumps can assess the integrity of a system and identify any sources of leakage. Detecting and repairing leaks promptly helps prevent energy wastage associated with the loss of pressurized fluids or gases. By addressing leaks, vacuum pumps assist in reducing energy losses and improving the overall energy efficiency of the system. 4. Energy Recovery Systems: In some applications, vacuum pumps can be integrated into energy recovery systems. For instance, in certain manufacturing processes, the exhaust gases from vacuum pumps may contain heat or have the potential for energy recovery. By utilizing heat exchangers or other heat recovery systems, the thermal energy from the exhaust gases can be captured and reused to preheat incoming fluids or provide heat to other parts of the process. This energy recovery approach further enhances the overall energy efficiency by utilizing waste heat that would otherwise be lost. 5. System Optimization and Control: Vacuum pumps are often integrated into centralized vacuum systems that serve multiple processes or equipment. These systems allow for better control, monitoring, and optimization of the vacuum generation and distribution. By centralizing the vacuum production and employing intelligent control strategies, energy consumption can be optimized based on the specific process requirements. This ensures that vacuum pumps operate at the most efficient levels, resulting in energy savings. 6. Maintenance and Service: Proper maintenance and regular servicing of vacuum pumps are essential for their optimal performance and energy efficiency. Routine maintenance includes tasks such as cleaning, lubrication, and inspection of pump components. Well-maintained pumps operate more efficiently, reducing energy consumption. Additionally, prompt repair of any faulty parts or addressing performance issues helps maintain the pump’s efficiency and prevents energy waste. In summary, vacuum pumps contribute to energy savings through improved process efficiency, reduced energy consumption, leak detection and reduction, integration with energy recovery systems, system optimization and control, as well as proper maintenance and service. By utilizing vacuum pumps efficiently and effectively, industries can minimize energy waste, optimize energy usage, and achieve significant energy savings in various applications and processes.
What Industries Commonly Rely on Vacuum Pump Technology?Vacuum pump technology finds applications in various industries where creating and controlling vacuum or low-pressure environments is crucial. Here’s a detailed explanation: 1. Manufacturing and Production: Vacuum pumps are extensively used in manufacturing and production processes across multiple industries. They are employed for tasks such as vacuum molding, vacuum packaging, vacuum degassing, vacuum drying, and vacuum distillation. Industries like automotive, aerospace, electronics, pharmaceuticals, and food processing rely on vacuum pump technology to achieve precise and controlled manufacturing conditions. 2. Chemical and Pharmaceutical: The chemical and pharmaceutical industries heavily rely on vacuum pumps for numerous applications. These include solvent recovery, vacuum filtration, vacuum drying, distillation, crystallization, and evaporation. Vacuum pumps enable these industries to carry out critical processes under reduced pressure, ensuring efficient separation, purification, and synthesis of various chemical compounds and pharmaceutical products. 3. Semiconductor and Electronics: The semiconductor and electronics industries extensively use vacuum pumps for manufacturing microchips, electronic components, and electronic devices. Vacuum pumps are crucial in processes such as physical vapor deposition (PVD), chemical vapor deposition (CVD), etching, ion implantation, and sputtering. These processes require controlled vacuum conditions to ensure precise deposition, surface modification, and contamination-free manufacturing. 4. Research and Development: Vacuum pump technology is integral to research and development activities across scientific disciplines. It supports experiments and investigations in fields such as physics, chemistry, materials science, biology, and environmental science. Vacuum pumps facilitate processes like freeze drying, vacuum distillation, vacuum evaporation, vacuum spectroscopy, and creating controlled atmospheric conditions for studying various phenomena. 5. Food and Beverage: The food and beverage industry relies on vacuum pumps for packaging and preservation purposes. Vacuum sealing is used to extend the shelf life of food products by removing air and creating a vacuum-sealed environment that inhibits spoilage and maintains freshness. Vacuum pumps are also used in processes like freeze drying, vacuum concentration, and vacuum cooling. 6. Oil and Gas: In the oil and gas industry, vacuum pumps play a role in various applications. They are used for crude oil vacuum distillation, vacuum drying, vapor recovery, gas compression, and gas stripping processes. Vacuum pumps help maintain optimal conditions during oil refining, gas processing, and petrochemical manufacturing. 7. Environmental and Waste Management: Vacuum pumps are employed in environmental and waste management applications. They are used for tasks such as soil vapor extraction, groundwater remediation, landfill gas recovery, and wastewater treatment. Vacuum pumps facilitate the removal and containment of gases, vapors, and pollutants, contributing to environmental protection and sustainable waste management. 8. Medical and Healthcare: The medical and healthcare sectors utilize vacuum pumps for various purposes. They are used in medical equipment such as vacuum-assisted wound therapy devices, vacuum-based laboratory analyzers, and vacuum suction systems in hospitals and clinics. Vacuum pumps are also used in medical research, pharmaceutical production, and medical device manufacturing. 9. Power Generation: Vacuum pumps play a role in power generation industries, including nuclear power plants and thermal power plants. They are used for steam condensation, turbine blade cooling, vacuum drying during transformer manufacturing, and vacuum systems for testing and maintenance of power plant equipment. 10. HVAC and Refrigeration: The HVAC (Heating, Ventilation, and Air Conditioning) and refrigeration industries rely on vacuum pumps for system installation, maintenance, and repair. Vacuum pumps are used to evacuate air and moisture from refrigerant lines and HVAC systems, ensuring optimal system performance and efficiency. These are just a few examples of industries that commonly rely on vacuum pump technology. The versatility and wide-ranging applications of vacuum pumps make them indispensable tools across numerous sectors, enabling precise control over vacuum conditions, efficient manufacturing processes, and scientific investigations.
China Good quality CZPT 1.5 Inch Water Pump with 142f vacuum pump and compressorProduct Description
Product Description
ZHangZhoug CZPT Power Machinery Co., Ltd. is a well-known supplier of customized outboard motors. The company is located in Xihu (West Lake) Dis. District, HangZhou City, ZHangZhoug Province–Xihu (West Lake) Dis.hai, a rising commercial city along the coast. Our factory specializes in the production of outboard motors, garden machinery, agricultural machinery, and plastic products. It is a private enterprise integrating technology, industry and trade. With the concept of “capital as the link, high technology as the guide, people-oriented, market as the carrier”, our company continues to develop and grow, and strives to be the best. In order to establish a corporate culture based on “performance-oriented, learning-oriented organization” and centering on the corporate vision of “creating a world garden and creating a world brand”, we adhere to “excellent quality, reliable reputation, and famous brand” and actively pursue sustainable development. In the new century, CZPT people will continue to strive for self-improvement, build CZPT brand with high quality and high standards, and participate in international competition. All staff of CZPT warmly welcome your visit, call or inquiry. Let us join hands to create a better future. FAQ Q1:Do you provide OEM service? Can we put our own logo on the machine? A1:Yes, we offer OEM service. We can customized the logo, carton design, user manual, etc for you if you order a large quantity.
Q2: Are you a factory or trading company? A2: We are a factory, which has been specializing in the production of outboard motors and garden machinery for almost 20 years.
Q3: Can I get a sample to test the quality?
Q4: What’s the lead time?
Q5: What is your terms of delivery? Q6: Do you test all your goods before delivery? /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
What Are the Typical Applications of Piston Vacuum Pumps?Piston vacuum pumps find applications in various industries and processes. Here’s a detailed explanation of the typical applications of piston vacuum pumps: 1. Laboratories and Research Facilities: – Piston vacuum pumps are commonly used in laboratories and research facilities for a wide range of applications. – They are utilized in vacuum ovens, freeze dryers, vacuum filtration systems, and other equipment requiring controlled evacuation. 2. Pharmaceuticals and Biotechnology: – In the pharmaceutical and biotechnology industries, piston vacuum pumps are employed for processes such as solvent evaporation, distillation, and filtration. – They are used in drug manufacturing, vaccine production, and research involving biochemistry and molecular biology. 3. Food Processing and Packaging: – Piston vacuum pumps play a vital role in the food processing and packaging industry. – They are used in vacuum packaging machines to remove air from packaging containers, extending the shelf life of food products. 4. HVAC and Refrigeration Systems: – Piston vacuum pumps are utilized in HVAC (Heating, Ventilation, and Air Conditioning) systems and refrigeration systems. – They help evacuate air and moisture from the systems to achieve the desired pressure and prevent contamination. 5. Manufacturing and Industrial Processes: – Piston vacuum pumps are employed in various manufacturing and industrial processes. – They are used for degassing, vacuum impregnation, vacuum drying, and other applications that require controlled evacuation. 6. Automotive Industry: – In the automotive industry, piston vacuum pumps are often used in brake booster systems. – They create a vacuum to assist in brake actuation, providing the necessary power for braking. 7. Electronics and Semiconductor Manufacturing: – Piston vacuum pumps are utilized in electronics and semiconductor manufacturing processes. – They help create a controlled environment with low-pressure conditions during the production of microchips, integrated circuits, and other electronic components. 8. Environmental Monitoring and Analysis: – Piston vacuum pumps are utilized in environmental monitoring and analysis equipment. – They are used in air sampling devices, gas analyzers, and other instruments that require precise vacuum control. 9. Scientific Research and Vacuum Systems: – Piston vacuum pumps are employed in various scientific research applications. – They are used in vacuum systems for particle accelerators, electron microscopes, mass spectrometers, surface analysis instruments, and other scientific equipment. In summary, piston vacuum pumps have diverse applications in laboratories, pharmaceuticals, food processing, HVAC systems, manufacturing processes, automotive industry, electronics, environmental monitoring, scientific research, and more. Their ability to provide controlled evacuation and achieve moderate vacuum levels makes them suitable for a wide range of industries and processes.
What Is the Energy Efficiency of Piston Vacuum Pumps?The energy efficiency of piston vacuum pumps can vary depending on several factors. Here’s a detailed explanation: 1. Design and Technology: – The design and technology used in piston vacuum pumps can significantly influence their energy efficiency. – Modern piston pump designs often incorporate features such as optimized valve systems, reduced internal leakage, and improved sealing mechanisms to enhance efficiency. – Advancements in materials and manufacturing techniques have also contributed to more efficient piston pump designs. 2. Motor Efficiency: – The motor driving the piston pump plays a crucial role in overall energy efficiency. – High-efficiency motors, such as those adhering to energy efficiency standards like NEMA Premium or IE3, can significantly improve the energy efficiency of the pump. – Proper motor sizing and matching to the pump’s load requirements are also important to maximize efficiency. 3. Control Systems: – The use of advanced control systems can optimize the energy consumption of piston vacuum pumps. – Variable frequency drives (VFDs) or speed control systems can adjust the pump’s operating speed based on the demand, reducing energy consumption during periods of lower demand. – Smart control algorithms and sensors can also help optimize the pump’s performance and energy efficiency. 4. System Design and Integration: – The overall system design and integration of the piston vacuum pump within the application can impact energy efficiency. – Proper sizing and selection of the pump based on the specific application requirements can ensure that the pump operates within its optimal efficiency range. – Efficient piping and ducting design, as well as minimizing pressure losses and leaks, can further improve the overall energy efficiency of the system. 5. Load Profile and Operating Conditions: – The load profile and operating conditions of the piston vacuum pump have a significant impact on energy consumption. – Higher vacuum levels or flow rates may require more energy to be supplied by the pump. – Operating the pump continuously at maximum capacity may lead to higher energy consumption compared to intermittent or variable load conditions. – It’s important to evaluate the specific operating requirements and adjust the pump’s operation accordingly to optimize energy efficiency. 6. Comparing Efficiency Ratings: – When comparing the energy efficiency of different piston vacuum pumps, it can be helpful to look for efficiency ratings or specifications provided by the manufacturer. – Some manufacturers provide efficiency data or performance curves indicating the pump’s energy consumption at various operating points. – These ratings can assist in selecting a pump that meets the desired energy efficiency requirements. In summary, the energy efficiency of piston vacuum pumps can be influenced by factors such as design and technology, motor efficiency, control systems, system design and integration, load profile, and operating conditions. Considering these factors and evaluating efficiency ratings can help in selecting an energy-efficient piston vacuum pump for a specific application.
Are Piston Vacuum Pumps Suitable for Laboratory Use?Yes, piston vacuum pumps are commonly used and well-suited for laboratory applications. Here’s a detailed explanation: 1. Versatility: – Piston vacuum pumps offer versatility and can be utilized in a wide range of laboratory processes and equipment. – They are compatible with various laboratory applications such as vacuum ovens, freeze dryers, vacuum filtration systems, and rotary evaporators. 2. Vacuum Generation: – Piston vacuum pumps are capable of generating and maintaining deep vacuum levels, making them suitable for laboratory use. – They can achieve vacuum levels ranging from millitorr (10-3 Torr) to microns (10-6 Torr), depending on the specific pump design and operating conditions. 3. Control and Precision: – Piston vacuum pumps provide precise control over the vacuum level, allowing researchers to create and maintain the desired pressure conditions in their experiments. – The pumps offer fine-tuning capabilities to achieve the optimal vacuum level required for specific laboratory processes. 4. Reliability and Durability: – Piston vacuum pumps are known for their reliability and durability, which are crucial factors in laboratory environments. – They are designed to withstand continuous operation and frequent use, ensuring consistent performance over extended periods. 5. Low Contamination Risk: – Piston vacuum pumps are designed with airtight seals that minimize the risk of contamination. – This is particularly important in laboratory settings where maintaining a clean and uncontaminated environment is vital for accurate and reliable experimental results. 6. Cost-Effective Solution: – Piston vacuum pumps are generally more cost-effective compared to other types of vacuum pumps. – They offer a balance between performance and affordability, making them a preferred choice for many laboratory budgets. 7. Ease of Maintenance: – Piston vacuum pumps are relatively easy to maintain, with readily available spare parts and service support. – Routine maintenance tasks such as changing oil, inspecting seals, and cleaning can be easily performed, ensuring the pump’s longevity and consistent performance. In summary, piston vacuum pumps are highly suitable for laboratory use due to their versatility, ability to generate deep vacuum levels, precise control, reliability, low contamination risk, cost-effectiveness, and ease of maintenance. They are widely utilized in various laboratory applications and provide researchers with the necessary vacuum conditions for their experiments and processes.
China OEM SP series lab dry scroll vacuum pump GWSP300 low noise high vacuum and portable scroll pump vacuum pump oilProduct Description
Product Description GWSP Oil free Scroll Vacuum Pump Working principle: Basic informations:
Safety Precautions: Technical Specifications
Features & Benefits
No oil clean vacuum.
Quality Control
CMM inspection system assures
Pump Testing
Applications
Analyzing instrument and device.
Food and drug industry.
Vacuum equipment.
Related Products
GWT25 Foreline Filter
GWS16 Exhaust Silencer
GWMMK300 Major Maintenance Kit
GWTSK300 Tip Seal Kit
Company Profile GEOWELL VACUUM CO.,LTD. is a HI-TECH enterprise in China dedicating in manufacturing, research and development, marketing of oil free scroll vacuum pumps and vacuum compressors since 2002. GEOWELL has been providing users and partners with premium quality products that are efficient and dependable, GEOWELL believe the integration of high performance and high reliability product and service will bring the highest value to both our customers and ourselves. FAQ Q: How long can I get the feedback after we sent the inquiry? /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
Can Vacuum Pumps Be Used in the Aerospace Sector?Vacuum pumps indeed have various applications in the aerospace sector. Here’s a detailed explanation: Vacuum pumps play a crucial role in several areas of the aerospace industry, supporting various processes and systems. Some of the key applications of vacuum pumps in the aerospace sector include: 1. Space Simulation Chambers: Vacuum pumps are used in space simulation chambers to replicate the low-pressure conditions experienced in outer space. These chambers are utilized for testing and validating the performance and functionality of aerospace components and systems under simulated space conditions. Vacuum pumps create and maintain the necessary vacuum environment within these chambers, allowing engineers and scientists to evaluate the behavior and response of aerospace equipment in space-like conditions. 2. Propellant Management: In space propulsion systems, vacuum pumps are employed for propellant management. They help in the transfer, circulation, and pressurization of propellants, such as liquid rocket fuels or cryogenic fluids, in both launch vehicles and spacecraft. Vacuum pumps assist in creating the required pressure differentials for propellant flow and control, ensuring efficient and reliable operation of propulsion systems. 3. Environmental Control Systems: Vacuum pumps are utilized in the environmental control systems of aircraft and spacecraft. These systems are responsible for maintaining the desired atmospheric conditions, including temperature, humidity, and cabin pressure, to ensure the comfort, safety, and well-being of crew members and passengers. Vacuum pumps are used to regulate and control the cabin pressure, facilitating the circulation of fresh air and maintaining the desired air quality within the aircraft or spacecraft. 4. Satellite Technology: Vacuum pumps find numerous applications in satellite technology. They are used in the fabrication and testing of satellite components, such as sensors, detectors, and electronic devices. Vacuum pumps help create the necessary vacuum conditions for thin film deposition, surface treatment, and testing processes, ensuring the performance and reliability of satellite equipment. Additionally, vacuum pumps are employed in satellite propulsion systems to manage propellants and provide thrust for orbital maneuvers. 5. Avionics and Instrumentation: Vacuum pumps are involved in the production and testing of avionics and instrumentation systems used in aerospace applications. They facilitate processes such as thin film deposition, vacuum encapsulation, and vacuum drying, ensuring the integrity and functionality of electronic components and circuitry. Vacuum pumps are also utilized in vacuum leak testing, where they help create a vacuum environment to detect and locate any leaks in aerospace systems and components. 6. High Altitude Testing: Vacuum pumps are used in high altitude testing facilities to simulate the low-pressure conditions encountered at high altitudes. These testing facilities are employed for evaluating the performance and functionality of aerospace equipment, such as engines, materials, and structures, under simulated high altitude conditions. Vacuum pumps create and control the required low-pressure environment, allowing engineers and researchers to assess the behavior and response of aerospace systems in high altitude scenarios. 7. Rocket Engine Testing: Vacuum pumps are crucial in rocket engine testing facilities. They are utilized to evacuate and maintain the vacuum conditions in engine test chambers or nozzles during rocket engine testing. By creating a vacuum environment, these pumps simulate the conditions experienced by rocket engines in the vacuum of space, enabling accurate testing and evaluation of engine performance, thrust levels, and efficiency. It’s important to note that aerospace applications often require specialized vacuum pumps capable of meeting stringent requirements, such as high reliability, low outgassing, compatibility with propellants or cryogenic fluids, and resistance to extreme temperatures and pressures. In summary, vacuum pumps are extensively used in the aerospace sector for a wide range of applications, including space simulation chambers, propellant management, environmental control systems, satellite technology, avionics and instrumentation, high altitude testing, and rocket engine testing. They contribute to the development, testing, and operation of aerospace equipment, ensuring optimal performance, reliability, and safety.
Considerations for Selecting a Vacuum Pump for Cleanroom ApplicationsWhen it comes to selecting a vacuum pump for cleanroom applications, several considerations should be taken into account. Here’s a detailed explanation: Cleanrooms are controlled environments used in industries such as semiconductor manufacturing, pharmaceuticals, biotechnology, and microelectronics. These environments require strict adherence to cleanliness and particle control standards to prevent contamination of sensitive processes or products. Selecting the right vacuum pump for cleanroom applications is crucial to maintain the required level of cleanliness and minimize the introduction of contaminants. Here are some key considerations: 1. Cleanliness: The cleanliness of the vacuum pump is of utmost importance in cleanroom applications. The pump should be designed and constructed to minimize the generation and release of particles, oil vapors, or other contaminants into the cleanroom environment. Oil-free or dry vacuum pumps are commonly preferred in cleanroom applications as they eliminate the risk of oil contamination. Additionally, pumps with smooth surfaces and minimal crevices are easier to clean and maintain, reducing the potential for particle buildup. 2. Outgassing: Outgassing refers to the release of gases or vapors from the surfaces of materials, including the vacuum pump itself. In cleanroom applications, it is crucial to select a vacuum pump with low outgassing characteristics to prevent the introduction of contaminants into the environment. Vacuum pumps specifically designed for cleanroom use often undergo special treatments or use materials with low outgassing properties to minimize this effect. 3. Particle Generation: Vacuum pumps can generate particles due to the friction and wear of moving parts, such as rotors or vanes. These particles can become a source of contamination in cleanrooms. When selecting a vacuum pump for cleanroom applications, it is essential to consider the pump’s particle generation level and choose pumps that have been designed and tested to minimize particle emissions. Pumps with features like self-lubricating materials or advanced sealing mechanisms can help reduce particle generation. 4. Filtration and Exhaust Systems: The filtration and exhaust systems associated with the vacuum pump are critical for maintaining cleanroom standards. The vacuum pump should be equipped with efficient filters that can capture and remove any particles or contaminants generated during operation. High-quality filters, such as HEPA (High-Efficiency Particulate Air) filters, can effectively trap even the smallest particles. The exhaust system should be properly designed to ensure that filtered air is released outside the cleanroom or passes through additional filtration before being reintroduced into the environment. 5. Noise and Vibrations: Noise and vibrations generated by vacuum pumps can have an impact on cleanroom operations. Excessive noise can affect the working environment and compromise communication, while vibrations can potentially disrupt sensitive processes or equipment. It is advisable to choose vacuum pumps specifically designed for quiet operation and that incorporate measures to minimize vibrations. Pumps with noise-dampening features and vibration isolation systems can help maintain a quiet and stable cleanroom environment. 6. Compliance with Standards: Cleanroom applications often have specific industry standards or regulations that must be followed. When selecting a vacuum pump, it is important to ensure that it complies with relevant cleanroom standards and requirements. Considerations may include ISO cleanliness standards, cleanroom classification levels, and industry-specific guidelines for particle count, outgassing levels, or allowable noise levels. Manufacturers that provide documentation and certifications related to cleanroom suitability can help demonstrate compliance. 7. Maintenance and Serviceability: Proper maintenance and regular servicing of vacuum pumps are essential for their reliable and efficient operation. When choosing a vacuum pump for cleanroom applications, consider factors such as ease of maintenance, availability of spare parts, and access to service and support from the manufacturer. Pumps with user-friendly maintenance features, clear service instructions, and a responsive customer support network can help minimize downtime and ensure continued cleanroom performance. In summary, selecting a vacuum pump for cleanroom applications requires careful consideration of factors such as cleanliness, outgassing characteristics, particle generation, filtration and exhaust systems, noise and vibrations, compliance with standards, and maintenance requirements. By choosing vacuum pumps designed specifically for cleanroom use and considering these key factors, cleanroom operators can maintain the required level of cleanliness and minimize the risk of contamination in their critical processes and products.
How Are Vacuum Pumps Different from Air Compressors?Vacuum pumps and air compressors are both mechanical devices used to manipulate air and gas, but they serve opposite purposes. Here’s a detailed explanation of their differences: 1. Function: – Vacuum Pumps: Vacuum pumps are designed to remove or reduce the pressure within a closed system, creating a vacuum or low-pressure environment. They extract air or gas from a chamber, creating suction or negative pressure. – Air Compressors: Air compressors, on the other hand, are used to increase the pressure of air or gas. They take in ambient air or gas and compress it, resulting in higher pressure and a compacted volume of air or gas. 2. Pressure Range: – Vacuum Pumps: Vacuum pumps are capable of generating pressures below atmospheric pressure or absolute zero pressure. The pressure range typically extends into the negative range, expressed in units such as torr or pascal. – Air Compressors: Air compressors, on the contrary, operate in the positive pressure range. They increase the pressure above atmospheric pressure, typically measured in units like pounds per square inch (psi) or bar. 3. Applications: – Vacuum Pumps: Vacuum pumps have various applications where the creation of a vacuum or low-pressure environment is required. They are used in processes such as vacuum distillation, vacuum drying, vacuum packaging, and vacuum filtration. They are also essential in scientific research, semiconductor manufacturing, medical suction devices, and many other industries. – Air Compressors: Air compressors find applications where compressed air or gas at high pressure is needed. They are used in pneumatic tools, manufacturing processes, air conditioning systems, power generation, and inflating tires. Compressed air is versatile and can be employed in numerous industrial and commercial applications. 4. Design and Mechanism: – Vacuum Pumps: Vacuum pumps are designed to create a vacuum by removing air or gas from a closed system. They may use mechanisms such as positive displacement, entrapment, or momentum transfer to achieve the desired vacuum level. Examples of vacuum pump types include rotary vane pumps, diaphragm pumps, and diffusion pumps. – Air Compressors: Air compressors are engineered to compress air or gas, increasing its pressure and decreasing its volume. They use mechanisms like reciprocating pistons, rotary screws, or centrifugal force to compress the air or gas. Common types of air compressors include reciprocating compressors, rotary screw compressors, and centrifugal compressors. 5. Direction of Air/Gas Flow: – Vacuum Pumps: Vacuum pumps draw air or gas into the pump and then expel it from the system, creating a vacuum within the chamber or system being evacuated. – Air Compressors: Air compressors take in ambient air or gas and compress it, increasing its pressure and storing it in a tank or delivering it directly to the desired application. While vacuum pumps and air compressors have different functions and operate under distinct pressure ranges, they are both vital in various industries and applications. Vacuum pumps create and maintain a vacuum or low-pressure environment, while air compressors compress air or gas to higher pressures for different uses and processes.
China Professional Liquid Ring Vacuum Pump for Milking Machine Vacuum System vacuum pump engineProduct Description
Product Description A typical rotary vacuum pump is comprised of a housing, a rotor and a series of radially moving vanes, which come in dry-running or lubricated versions (the latter are the most commonly used in the majority of industrial applications). The rotor is generally the only continuously moving vane vacuum pump part. There’s also a working chamber inside the housing, which is divided into 2 separate compartments by the rotor and vanes. Many vane vacuum pumps also include an inlet valve as a safety feature. Rotary vane vacuum pumps are available in single-stage and two-stage versions. The stages refer to the number of times that compression actually occurs. Two-stage pumps are also able to attain a lower pressure than single-stage pumps, due to the fact that gas is only admitted during the high pressure stage. Rotary vane vacuum pumps are ideally suited for a wide range of low and medium vacuum applications such as general and chemical laboratory, analytics, CHINAMFG drying, process engineering and more. A rotary vane pump works via positive displacement, which is when volumes of air or gas are confined within a closed space and are compressed when the space is mechanically reduced. Product Parameters
Our Advantages
1.The whole body are painted by baking paint. 2.The pump are manufactured under high quality standard. vacuum pump and compressor are high-efficiency and energy-saving products developed by our factory on the basis of years of scientific research achievements and production experience, combined with advanced technology of imported products. It is usually used to pump gases that do not contain CHINAMFG particles, are insoluble in water, and are not corrosive to create vacuum and pressure in closed containers. By changing the structural material, it can also be used to pump corrosive gas or use corrosive liquid as working fluid. Widely used in paper making, chemical, petrochemical, light industry, pharmaceutical, food, metallurgy, building materials, stone tools, coal washing, mineral processing, fertilizer and other industries.
Company Profile
Packaging & Shipping
Certifications
FAQ Q: Can you design and make customized vacuum systems? Q: What is your MOQ? Q: How about your delivery time? Q: What are your payment terms? Q: How about the warranty? Q: How about the service? /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
How Are Vacuum Pumps Employed in the Production of Electronic Components?Vacuum pumps play a crucial role in the production of electronic components. Here’s a detailed explanation: The production of electronic components often requires controlled environments with low or no atmospheric pressure. Vacuum pumps are employed in various stages of the production process to create and maintain these vacuum conditions. Here are some key ways in which vacuum pumps are used in the production of electronic components: 1. Deposition Processes: Vacuum pumps are extensively used in deposition processes, such as physical vapor deposition (PVD) and chemical vapor deposition (CVD), which are commonly employed for thin film deposition on electronic components. These processes involve the deposition of materials onto substrates in a vacuum chamber. Vacuum pumps help create and maintain the necessary vacuum conditions required for precise and controlled deposition of the thin films. 2. Etching and Cleaning: Etching and cleaning processes are essential in the fabrication of electronic components. Vacuum pumps are used to create a vacuum environment in etching and cleaning chambers, where reactive gases or plasmas are employed to remove unwanted materials or residues from the surfaces of the components. The vacuum pumps help evacuate the chamber and ensure the efficient removal of byproducts and waste gases. 3. Drying and Bake-out: Vacuum pumps are utilized in the drying and bake-out processes of electronic components. After wet processes, such as cleaning or wet etching, components need to be dried thoroughly. Vacuum pumps help create a vacuum environment that facilitates the removal of moisture or solvents from the components, ensuring their dryness before subsequent processing steps. Additionally, vacuum bake-out is employed to remove moisture or other contaminants trapped within the components’ materials or structures, enhancing their reliability and performance. 4. Encapsulation and Packaging: Vacuum pumps are involved in the encapsulation and packaging stages of electronic component production. These processes often require the use of vacuum-sealed packaging to protect the components from environmental factors such as moisture, dust, or oxidation. Vacuum pumps assist in evacuating the packaging materials, creating a vacuum-sealed environment that helps maintain the integrity and longevity of the electronic components. 5. Testing and Quality Control: Vacuum pumps are utilized in testing and quality control processes for electronic components. Some types of testing, such as hermeticity testing, require the creation of a vacuum environment for evaluating the sealing integrity of electronic packages. Vacuum pumps help evacuate the testing chambers, ensuring accurate and reliable test results. 6. Soldering and Brazing: Vacuum pumps play a role in soldering and brazing processes for joining electronic components and assemblies. Vacuum soldering is a technique used to achieve high-quality solder joints by removing air and reducing the risk of voids, flux residuals, or oxidation. Vacuum pumps assist in evacuating the soldering chambers, creating the required vacuum conditions for precise and reliable soldering or brazing. 7. Surface Treatment: Vacuum pumps are employed in surface treatment processes for electronic components. These processes include plasma cleaning, surface activation, or surface modification techniques. Vacuum pumps help create the necessary vacuum environment where plasma or reactive gases are used to treat the component surfaces, improving adhesion, promoting bonding, or altering surface properties. It’s important to note that different types of vacuum pumps may be used in electronic component production, depending on the specific process requirements. Commonly used vacuum pump technologies include rotary vane pumps, turbo pumps, cryogenic pumps, and dry pumps. In summary, vacuum pumps are essential in the production of electronic components, facilitating deposition processes, etching and cleaning operations, drying and bake-out stages, encapsulation and packaging, testing and quality control, soldering and brazing, as well as surface treatment. They enable the creation and maintenance of controlled vacuum environments, ensuring precise and reliable manufacturing processes for electronic components.
Can Vacuum Pumps Be Used in the Production of Solar Panels?Yes, vacuum pumps are extensively used in the production of solar panels. Here’s a detailed explanation: Solar panels, also known as photovoltaic (PV) panels, are devices that convert sunlight into electricity. The manufacturing process of solar panels involves several critical steps, many of which require the use of vacuum pumps. Vacuum technology plays a crucial role in ensuring the efficiency, reliability, and quality of solar panel production. Here are some key areas where vacuum pumps are utilized: 1. Silicon Ingot Production: The first step in solar panel manufacturing is the production of silicon ingots. These ingots are cylindrical blocks of pure crystalline silicon that serve as the raw material for solar cells. Vacuum pumps are used in the Czochralski process, which involves melting polycrystalline silicon in a quartz crucible and then slowly pulling a single crystal ingot from the molten silicon. Vacuum pumps create a controlled environment by removing impurities and preventing contamination during the crystal growth process. 2. Wafering: After the silicon ingots are produced, they undergo wafering, where the ingots are sliced into thin wafers. Vacuum pumps are used in wire saws to create a low-pressure environment that helps to cool and lubricate the cutting wire. The vacuum also assists in removing the silicon debris generated during the slicing process, ensuring clean and precise cuts. 3. Solar Cell Production: Vacuum pumps play a significant role in various stages of solar cell production. Solar cells are the individual units within a solar panel that convert sunlight into electricity. Vacuum pumps are used in the following processes: – Diffusion: In the diffusion process, dopants such as phosphorus or boron are introduced into the silicon wafer to create the desired electrical properties. Vacuum pumps are utilized in the diffusion furnace to create a controlled atmosphere for the diffusion process and remove any impurities or gases that may affect the quality of the solar cell. – Deposition: Thin films of materials such as anti-reflective coatings, passivation layers, and electrode materials are deposited onto the silicon wafer. Vacuum pumps are used in various deposition techniques like physical vapor deposition (PVD) or chemical vapor deposition (CVD) to create the necessary vacuum conditions for precise and uniform film deposition. – Etching: Etching processes are employed to create the desired surface textures on the solar cell, which enhance light trapping and improve efficiency. Vacuum pumps are used in plasma etching or wet etching techniques to remove unwanted material or create specific surface structures on the solar cell. 4. Encapsulation: After the solar cells are produced, they are encapsulated to protect them from environmental factors such as moisture and mechanical stress. Vacuum pumps are used in the encapsulation process to create a vacuum environment, ensuring the removal of air and moisture from the encapsulation materials. This helps to achieve proper bonding and prevents the formation of bubbles or voids, which could degrade the performance and longevity of the solar panel. 5. Testing and Quality Control: Vacuum pumps are also utilized in testing and quality control processes during solar panel production. For example, vacuum systems can be used for leak testing to ensure the integrity of the encapsulation and to detect any potential defects or leaks in the panel assembly. Vacuum-based measurement techniques may also be employed for assessing the electrical characteristics and efficiency of the solar cells or panels. In summary, vacuum pumps are integral to the production of solar panels. They are used in various stages of the manufacturing process, including silicon ingot production, wafering, solar cell production (diffusion, deposition, and etching), encapsulation, and testing. Vacuum technology enables precise control, contamination prevention, and efficient processing, contributing to the production of high-quality and reliable solar panels. How Do You Choose the Right Size Vacuum Pump for a Specific Application?Choosing the right size vacuum pump for a specific application involves considering several factors to ensure optimal performance and efficiency. Here’s a detailed explanation: 1. Required Vacuum Level: The first consideration is the desired vacuum level for your application. Different applications have varying vacuum level requirements, ranging from low vacuum to high vacuum or even ultra-high vacuum. Determine the specific vacuum level needed, such as microns of mercury (mmHg) or pascals (Pa), and choose a vacuum pump capable of achieving and maintaining that level. 2. Pumping Speed: The pumping speed, also known as the displacement or flow rate, is the volume of gas a vacuum pump can remove from a system per unit of time. It is typically expressed in liters per second (L/s) or cubic feet per minute (CFM). Consider the required pumping speed for your application, which depends on factors such as the volume of the system, the gas load, and the desired evacuation time. 3. Gas Load and Composition: The type and composition of the gas or vapor being pumped play a significant role in selecting the right vacuum pump. Different pumps have varying capabilities and compatibilities with specific gases. Some pumps may be suitable for pumping only non-reactive gases, while others can handle corrosive gases or vapors. Consider the gas load and its potential impact on the pump’s performance and materials of construction. 4. Backing Pump Requirements: In some applications, a vacuum pump may require a backing pump to reach and maintain the desired vacuum level. A backing pump provides a rough vacuum, which is then further processed by the primary vacuum pump. Consider whether your application requires a backing pump and ensure compatibility and proper sizing between the primary pump and the backing pump. 5. System Leakage: Evaluate the potential leakage in your system. If your system has significant leakage, you may need a vacuum pump with a higher pumping speed to compensate for the continuous influx of gas. Additionally, consider the impact of leakage on the required vacuum level and the pump’s ability to maintain it. 6. Power Requirements and Operating Cost: Consider the power requirements of the vacuum pump and ensure that your facility can provide the necessary electrical supply. Additionally, assess the operating cost, including energy consumption and maintenance requirements, to choose a pump that aligns with your budget and operational considerations. 7. Size and Space Constraints: Take into account the physical size of the vacuum pump and whether it can fit within the available space in your facility. Consider factors such as pump dimensions, weight, and the need for any additional accessories or support equipment. 8. Manufacturer’s Recommendations and Expert Advice: Consult the manufacturer’s specifications, guidelines, and recommendations for selecting the right pump for your specific application. Additionally, seek expert advice from vacuum pump specialists or engineers who can provide insights based on their experience and knowledge. By considering these factors and evaluating the specific requirements of your application, you can select the right size vacuum pump that meets the desired vacuum level, pumping speed, gas compatibility, and other essential criteria. Choosing the appropriate vacuum pump ensures efficient operation, optimal performance, and longevity for your application.
China wholesaler Magnetic Vacuum Rotary Water Pump Self-Priming Magnetic Pump Cwb vacuum pump and compressorProduct Description
Magnetic Rotary Water Pump CWB:CWB magnetic drive pump ( magnetic pump for short ) is a new product that will be applied to the working principle of permanent magnetic coupling centrifugal pump, reasonable design, advanced technology, with fully sealed, no leakage, low-flow, high head, corrosion-resistant features, its performance has reached the advanced level of similar foreign products. 1- compact structure. Main purpose : It can be widely used in chemical, pharmaceutical, oil, pumping acid, lye, oils, rare and precious liquid, venom, volatile liquid, and circulating water equipment, filter support. Particularly susceptible to leakage, flammable, explosive liquid pumping, the use of this pump is more ideal. Technical parameters:
Borra Technology Co., Ltd.Borra Technology co., Ltd., founded in 1995, owns a top-rank design, production, sales, and service team, and modern production lines, to manufacture various self-priming pumps, movable diesel pumps, diesel Self-Priming dirt drain pumps, diesel fire pumps units, diesel mini-pumps. Certificate : Services: 1. One year or 1000 working hours guarantee of the whole machine except for wear parts; FAQ: Q1: Are you a reliable company? Q2: how to deliver the portable diesel water pump Q3: How to pay for the portable Diesel water pump? Q4: why choose CZPT company? Contact Us /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
What Are Vacuum Pumps?Vacuum pumps use air flow as the source of energy. The system is ideal for dewatering wet media, creating filter cakes, and pneumatically moving materials through a pipe. A vacuum pump works through air flow that is moved by differential pressure. The pump’s air flow develops a vacuum in a chamber that is called the vacuum box. As the air flow collects gas at a faster rate than atmospheric pressure, it is considered the “heart” of a vacuum system. Principles of operationVacuum pumps work by reducing the volume of air that moves through them. Depending on the design, there are several different types of vacuum pumps. All of these types operate under the same principles, but have their own special features. Here are some of their most important characteristics. In addition to their capacity, the main differences between these pumps are their manufacturing tolerances, materials of construction, and level of tolerance for chemicals, oil vapor, and vibration. DesignA vacuum pump is a mechanical device used to generate a vacuum. It can create a low or high vacuum. These pumps are used in the process of oil regeneration and re-refining. The design of a vacuum pump must be compatible with the vacuum. The pump’s mass and speed should be matched. PerformanceThe performance of a vacuum pump is an important indicator of its overall condition. It helps determine whether the system is performing optimally and how high the ultimate vacuum level can be achieved. A performance log should be maintained to document variations in pump operating hours and voltage as well as the temperature of the pump’s cooling water and oil. The log should also record any problems with the pump. Atmospheric pressureVacuum pumps work by sucking liquids or air into a container. The amount of vacuum a pump can create is measured in pressure units called atms (atmospheric pressure). The pressure of a vacuum pump is equal to the difference between atmospheric pressure and the pressure in the system. Typical applicationVacuum pumps are used in a variety of applications. They generate low and high pressures and are used to evaporate water or gases from various materials. They are also used in petroleum regeneration and re-refining processes. Typical applications of vacuum pumps include: a.
China best Milk Machine Use Low Energy Piston Vacuum Pump with Hot sellingProduct Description
Product Parameter
Product Application
Our manufacturing process
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
What Are the Typical Applications of Piston Vacuum Pumps?Piston vacuum pumps find applications in various industries and processes. Here’s a detailed explanation of the typical applications of piston vacuum pumps: 1. Laboratories and Research Facilities: – Piston vacuum pumps are commonly used in laboratories and research facilities for a wide range of applications. – They are utilized in vacuum ovens, freeze dryers, vacuum filtration systems, and other equipment requiring controlled evacuation. 2. Pharmaceuticals and Biotechnology: – In the pharmaceutical and biotechnology industries, piston vacuum pumps are employed for processes such as solvent evaporation, distillation, and filtration. – They are used in drug manufacturing, vaccine production, and research involving biochemistry and molecular biology. 3. Food Processing and Packaging: – Piston vacuum pumps play a vital role in the food processing and packaging industry. – They are used in vacuum packaging machines to remove air from packaging containers, extending the shelf life of food products. 4. HVAC and Refrigeration Systems: – Piston vacuum pumps are utilized in HVAC (Heating, Ventilation, and Air Conditioning) systems and refrigeration systems. – They help evacuate air and moisture from the systems to achieve the desired pressure and prevent contamination. 5. Manufacturing and Industrial Processes: – Piston vacuum pumps are employed in various manufacturing and industrial processes. – They are used for degassing, vacuum impregnation, vacuum drying, and other applications that require controlled evacuation. 6. Automotive Industry: – In the automotive industry, piston vacuum pumps are often used in brake booster systems. – They create a vacuum to assist in brake actuation, providing the necessary power for braking. 7. Electronics and Semiconductor Manufacturing: – Piston vacuum pumps are utilized in electronics and semiconductor manufacturing processes. – They help create a controlled environment with low-pressure conditions during the production of microchips, integrated circuits, and other electronic components. 8. Environmental Monitoring and Analysis: – Piston vacuum pumps are utilized in environmental monitoring and analysis equipment. – They are used in air sampling devices, gas analyzers, and other instruments that require precise vacuum control. 9. Scientific Research and Vacuum Systems: – Piston vacuum pumps are employed in various scientific research applications. – They are used in vacuum systems for particle accelerators, electron microscopes, mass spectrometers, surface analysis instruments, and other scientific equipment. In summary, piston vacuum pumps have diverse applications in laboratories, pharmaceuticals, food processing, HVAC systems, manufacturing processes, automotive industry, electronics, environmental monitoring, scientific research, and more. Their ability to provide controlled evacuation and achieve moderate vacuum levels makes them suitable for a wide range of industries and processes.
What Is the Energy Efficiency of Piston Vacuum Pumps?The energy efficiency of piston vacuum pumps can vary depending on several factors. Here’s a detailed explanation: 1. Design and Technology: – The design and technology used in piston vacuum pumps can significantly influence their energy efficiency. – Modern piston pump designs often incorporate features such as optimized valve systems, reduced internal leakage, and improved sealing mechanisms to enhance efficiency. – Advancements in materials and manufacturing techniques have also contributed to more efficient piston pump designs. 2. Motor Efficiency: – The motor driving the piston pump plays a crucial role in overall energy efficiency. – High-efficiency motors, such as those adhering to energy efficiency standards like NEMA Premium or IE3, can significantly improve the energy efficiency of the pump. – Proper motor sizing and matching to the pump’s load requirements are also important to maximize efficiency. 3. Control Systems: – The use of advanced control systems can optimize the energy consumption of piston vacuum pumps. – Variable frequency drives (VFDs) or speed control systems can adjust the pump’s operating speed based on the demand, reducing energy consumption during periods of lower demand. – Smart control algorithms and sensors can also help optimize the pump’s performance and energy efficiency. 4. System Design and Integration: – The overall system design and integration of the piston vacuum pump within the application can impact energy efficiency. – Proper sizing and selection of the pump based on the specific application requirements can ensure that the pump operates within its optimal efficiency range. – Efficient piping and ducting design, as well as minimizing pressure losses and leaks, can further improve the overall energy efficiency of the system. 5. Load Profile and Operating Conditions: – The load profile and operating conditions of the piston vacuum pump have a significant impact on energy consumption. – Higher vacuum levels or flow rates may require more energy to be supplied by the pump. – Operating the pump continuously at maximum capacity may lead to higher energy consumption compared to intermittent or variable load conditions. – It’s important to evaluate the specific operating requirements and adjust the pump’s operation accordingly to optimize energy efficiency. 6. Comparing Efficiency Ratings: – When comparing the energy efficiency of different piston vacuum pumps, it can be helpful to look for efficiency ratings or specifications provided by the manufacturer. – Some manufacturers provide efficiency data or performance curves indicating the pump’s energy consumption at various operating points. – These ratings can assist in selecting a pump that meets the desired energy efficiency requirements. In summary, the energy efficiency of piston vacuum pumps can be influenced by factors such as design and technology, motor efficiency, control systems, system design and integration, load profile, and operating conditions. Considering these factors and evaluating efficiency ratings can help in selecting an energy-efficient piston vacuum pump for a specific application.
What Is the Role of Lubrication in Piston Vacuum Pump Operation?Lubrication plays a crucial role in the operation of a piston vacuum pump. Here’s a detailed explanation: 1. Reduction of Friction: – Lubrication is essential for reducing friction between moving parts within the pump. – In a piston vacuum pump, the piston moves up and down inside the cylinder, and lubrication helps to minimize the friction between the piston rings and the cylinder wall. – By reducing friction, lubrication prevents excessive wear and heat generation, ensuring smooth and efficient operation of the pump. 2. Sealing and Leakage Prevention: – Lubrication helps to maintain proper sealing between the piston rings and the cylinder wall. – The lubricating oil forms a thin film between these surfaces, creating a barrier that prevents gas leakage during the compression and vacuum creation process. – Effective sealing is crucial for maintaining the desired vacuum level and preventing air or gas from entering the pump. 3. Cooling and Heat Dissipation: – Piston vacuum pumps generate heat during operation, particularly due to the compression of gases. – Lubricating oil helps in dissipating the heat generated, preventing the pump from overheating. – The oil absorbs heat from the pump’s internal components and transfers it to the pump’s housing or cooling system. – Proper cooling and heat dissipation contribute to the pump’s overall performance and prevent damage due to excessive heat buildup. 4. Contaminant Removal: – Lubrication also aids in removing contaminants or particles that may enter the pump. – The oil acts as a carrier, trapping and carrying away small particles or debris that could potentially damage the pump’s components. – The oil passes through filters that help to remove these contaminants, keeping the pump’s internal parts clean and functioning properly. 5. Corrosion Prevention: – Some lubricating oils contain additives that provide corrosion protection. – These additives form a protective film on the pump’s internal surfaces, preventing corrosion caused by exposure to moisture or corrosive gases. – Corrosion prevention is crucial for maintaining the pump’s performance, extending its lifespan, and minimizing the need for repairs or component replacement. 6. Proper Lubrication Selection: – Selecting the appropriate lubricating oil is essential for the proper functioning of a piston vacuum pump. – Different pump models and manufacturers may recommend specific oil types or viscosities to ensure optimal performance and longevity. – It is crucial to follow the manufacturer’s guidelines regarding oil selection, oil level, and oil change intervals. In summary, lubrication plays a vital role in piston vacuum pump operation by reducing friction, maintaining proper sealing, dissipating heat, removing contaminants, and preventing corrosion. Proper lubrication selection and adherence to manufacturer’s guidelines are crucial for ensuring the pump’s efficient and reliable performance.
China Custom Vacuum Pump Sealing Cover Removal/Installation Tool-BMW N53, N54, N55 (MG50962) wholesalerProduct Description
Vacuum Pump Sealing Cover Removal / Installation Tool – BMW N53, N54, N55 Designed for removal and installation of sealing cover of vacuum pump. /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
How to install a vacuum pumpA vacuum pump creates a relative vacuum within a sealed volume by drawing gas molecules from the sealed volume. Vacuum pumps can be used in a variety of industrial applications. They also offer various lubrication options. If you are considering purchasing, please understand its functions and features before purchasing. How it worksThe working principle of a vacuum pump is called gas transfer. The principle can be further divided into two basic categories: positive displacement and momentum transfer. At high pressure and moderate vacuum, gas molecules collide and move and create a viscous flow. At higher vacuum levels, gas molecules separate to create molecular or transitional flows. ApplyVacuum pumps are essential for many scientific and industrial processes. They are used in the production of vacuum tubes, CRTs, lamps and semiconductor processing. They can also be used to support mechanical equipment. For example, they can be mounted on the engine of a motor vehicle. Likewise, they can be used to power hydraulic components of aircraft. Among other uses, the vacuum pump helps calibrate the gyroscope. Oil Lubrication OptionVacuum pumps are available in a variety of oil lubrication options. Choosing the right lubricant can help protect your vacuum pump and maximize its performance. Different base oils may contain different additives, such as antioxidants, and some contain additional additives for specific purposes. You should choose an oil with the right concentration of these additives for optimal lubrication of your vacuum pump. InstallAfter choosing a suitable location, the next step is to install the pump. First, place the pump on a flat surface. Then, screw the pump onto the motor body above the check valve. Make sure the accessories are wrapped with sealing tape and secured with screws. The direction of gas inflow and outflow is indicated by arrows on the pump. The direction of rotation around the pump is also shown.
China Good quality 80m3/H Liquid Ring Vacuum Pump for Paper Making vacuum pump brakesProduct Description
2BV series water ring vacuum pumps and compressors Product Description 2BV2, 2BV5, are suitable for pumping dry and wet gases, mainly non-flammable, non-corrosive atmospheres and atmospheric/vapor mixtures. 2BV6 is suitable for pumping flammable and explosive gases and for flammable and explosive working environments. The working fluid is usually water. Stainless steel pumps are suitable for applications with more demanding corrosion and sanitary requirements. 2BV vacuum pumps are used in the rough vacuum range and the ultimate vacuum is determined by the saturated vapor pressure of the working fluid. Applications 2BV series products have the feature of strong suction capacity under high vacuum, which is the ideal vacuum pump for paper, chemical and pharmaceutical industries. Main features 1. Direct coupling connection to space and easy to install. Technical data
Note: 2BV6060~2BV6161 is Anti- Explosion design. Pressure diagram FAQ Q: What information should I offer for an inquiry? Q: Can you make a customized vacuum pump? Q: I have problems with our vacuum pumps or vacuum systems, can you offer some help? Q: Can you design and make customized vacuum systems? Q: What is your MOQ? Q: How about your delivery time? Q: What are your payment terms? Q: How about the warranty? Q: How about the service?
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
Can Vacuum Pumps Be Used for Vacuum Furnaces?Yes, vacuum pumps can be used for vacuum furnaces. Here’s a detailed explanation: Vacuum furnaces are specialized heating systems used in various industries for heat treatment processes that require controlled environments with low or no atmospheric pressure. Vacuum pumps play a crucial role in creating and maintaining the vacuum conditions necessary for the operation of vacuum furnaces. Here are some key points regarding the use of vacuum pumps in vacuum furnaces: 1. Vacuum Creation: Vacuum pumps are used to evacuate the furnace chamber, creating a low-pressure or near-vacuum environment. This is essential for the heat treatment processes carried out in the furnace, as it helps eliminate oxygen and other reactive gases, preventing oxidation or unwanted chemical reactions with the heated materials. 2. Pressure Control: Vacuum pumps provide the means to control and maintain the desired pressure levels within the furnace chamber during the heat treatment process. Precise pressure control is necessary to achieve the desired metallurgical and material property changes during processes such as annealing, brazing, sintering, and hardening. 3. Contamination Prevention: By removing gases and impurities from the furnace chamber, vacuum pumps help prevent contamination of the heated materials. This is particularly important in applications where cleanliness and purity of the processed materials are critical, such as in the aerospace, automotive, and medical industries. 4. Rapid Cooling: Some vacuum furnace systems incorporate rapid cooling capabilities, known as quenching. Vacuum pumps assist in facilitating the rapid cooling process by removing the heat generated during quenching, ensuring efficient cooling and minimizing distortion or other unwanted effects on the treated materials. 5. Process Flexibility: Vacuum pumps provide flexibility in the type of heat treatment processes that can be performed in vacuum furnaces. Different heat treatment techniques, such as vacuum annealing, vacuum brazing, or vacuum carburizing, require specific pressure levels and atmospheric conditions that can be achieved and maintained with the use of vacuum pumps. 6. Vacuum Pump Types: Different types of vacuum pumps can be used in vacuum furnaces, depending on the specific requirements of the heat treatment process. Commonly used vacuum pump technologies include oil-sealed rotary vane pumps, dry screw pumps, diffusion pumps, and cryogenic pumps. The choice of vacuum pump depends on factors such as required vacuum level, pumping speed, reliability, and compatibility with the process gases. 7. Maintenance and Monitoring: Proper maintenance and monitoring of vacuum pumps are essential to ensure their optimal performance and reliability. Regular inspections, lubrication, and replacement of consumables (such as oil or filters) are necessary to maintain the efficiency and longevity of the vacuum pump system. 8. Safety Considerations: Operating vacuum furnaces with vacuum pumps requires adherence to safety protocols. This includes proper handling of potentially hazardous gases or chemicals used in the heat treatment processes, as well as following safety guidelines for operating and maintaining the vacuum pump system. Overall, vacuum pumps are integral components of vacuum furnaces, enabling the creation and maintenance of the required vacuum conditions for precise and controlled heat treatment processes. They contribute to the quality, consistency, and efficiency of the heat treatment operations performed in vacuum furnaces across a wide range of industries.
Can Vacuum Pumps Be Used for Chemical Distillation?Yes, vacuum pumps are commonly used in chemical distillation processes. Here’s a detailed explanation: Chemical distillation is a technique used to separate or purify components of a mixture based on their different boiling points. The process involves heating the mixture to evaporate the desired component and then condensing the vapor to collect the purified substance. Vacuum pumps play a crucial role in chemical distillation by creating a reduced pressure environment, which lowers the boiling points of the components and enables distillation at lower temperatures. Here are some key aspects of using vacuum pumps in chemical distillation: 1. Reduced Pressure: By creating a vacuum or low-pressure environment in the distillation apparatus, vacuum pumps lower the pressure inside the system. This reduction in pressure lowers the boiling points of the components, allowing distillation to occur at temperatures lower than their normal boiling points. This is particularly useful for heat-sensitive or high-boiling-point compounds that would decompose or become thermally degraded at higher temperatures. 2. Increased Boiling Point Separation: Vacuum distillation increases the separation between the boiling points of the components, making it easier to achieve a higher degree of purification. In regular atmospheric distillation, the boiling points of some components may overlap, leading to less effective separation. By operating under vacuum, the boiling points of the components are further apart, improving the selectivity and efficiency of the distillation process. 3. Energy Efficiency: Vacuum distillation can be more energy-efficient compared to distillation under atmospheric conditions. The reduced pressure lowers the required temperature for distillation, resulting in reduced energy consumption and lower operating costs. This is particularly advantageous when dealing with large-scale distillation processes or when distilling heat-sensitive compounds that require careful temperature control. 4. Types of Vacuum Pumps: Different types of vacuum pumps can be used in chemical distillation depending on the specific requirements of the process. Some commonly used vacuum pump types include: – Rotary Vane Pumps: Rotary vane pumps are widely used in chemical distillation due to their ability to achieve moderate vacuum levels and handle various gases. They work by using rotating vanes to create chambers that expand and contract, enabling the pumping of gas or vapor. – Diaphragm Pumps: Diaphragm pumps are suitable for smaller-scale distillation processes. They use a flexible diaphragm that moves up and down to create a vacuum and compress the gas or vapor. Diaphragm pumps are often oil-free, making them suitable for applications where avoiding oil contamination is essential. – Liquid Ring Pumps: Liquid ring pumps can handle more demanding distillation processes and corrosive gases. They rely on a rotating liquid ring to create a seal and compress the gas or vapor. Liquid ring pumps are commonly used in chemical and petrochemical industries. – Dry Screw Pumps: Dry screw pumps are suitable for high-vacuum distillation processes. They use intermeshing screws to compress and transport gas or vapor. Dry screw pumps are known for their high pumping speeds, low noise levels, and oil-free operation. Overall, vacuum pumps are integral to chemical distillation processes as they create the necessary reduced pressure environment that enables distillation at lower temperatures. By using vacuum pumps, it is possible to achieve better separation, improve energy efficiency, and handle heat-sensitive compounds effectively. The choice of vacuum pump depends on factors such as the required vacuum level, the scale of the distillation process, and the nature of the compounds being distilled.
What Industries Commonly Rely on Vacuum Pump Technology?Vacuum pump technology finds applications in various industries where creating and controlling vacuum or low-pressure environments is crucial. Here’s a detailed explanation: 1. Manufacturing and Production: Vacuum pumps are extensively used in manufacturing and production processes across multiple industries. They are employed for tasks such as vacuum molding, vacuum packaging, vacuum degassing, vacuum drying, and vacuum distillation. Industries like automotive, aerospace, electronics, pharmaceuticals, and food processing rely on vacuum pump technology to achieve precise and controlled manufacturing conditions. 2. Chemical and Pharmaceutical: The chemical and pharmaceutical industries heavily rely on vacuum pumps for numerous applications. These include solvent recovery, vacuum filtration, vacuum drying, distillation, crystallization, and evaporation. Vacuum pumps enable these industries to carry out critical processes under reduced pressure, ensuring efficient separation, purification, and synthesis of various chemical compounds and pharmaceutical products. 3. Semiconductor and Electronics: The semiconductor and electronics industries extensively use vacuum pumps for manufacturing microchips, electronic components, and electronic devices. Vacuum pumps are crucial in processes such as physical vapor deposition (PVD), chemical vapor deposition (CVD), etching, ion implantation, and sputtering. These processes require controlled vacuum conditions to ensure precise deposition, surface modification, and contamination-free manufacturing. 4. Research and Development: Vacuum pump technology is integral to research and development activities across scientific disciplines. It supports experiments and investigations in fields such as physics, chemistry, materials science, biology, and environmental science. Vacuum pumps facilitate processes like freeze drying, vacuum distillation, vacuum evaporation, vacuum spectroscopy, and creating controlled atmospheric conditions for studying various phenomena. 5. Food and Beverage: The food and beverage industry relies on vacuum pumps for packaging and preservation purposes. Vacuum sealing is used to extend the shelf life of food products by removing air and creating a vacuum-sealed environment that inhibits spoilage and maintains freshness. Vacuum pumps are also used in processes like freeze drying, vacuum concentration, and vacuum cooling. 6. Oil and Gas: In the oil and gas industry, vacuum pumps play a role in various applications. They are used for crude oil vacuum distillation, vacuum drying, vapor recovery, gas compression, and gas stripping processes. Vacuum pumps help maintain optimal conditions during oil refining, gas processing, and petrochemical manufacturing. 7. Environmental and Waste Management: Vacuum pumps are employed in environmental and waste management applications. They are used for tasks such as soil vapor extraction, groundwater remediation, landfill gas recovery, and wastewater treatment. Vacuum pumps facilitate the removal and containment of gases, vapors, and pollutants, contributing to environmental protection and sustainable waste management. 8. Medical and Healthcare: The medical and healthcare sectors utilize vacuum pumps for various purposes. They are used in medical equipment such as vacuum-assisted wound therapy devices, vacuum-based laboratory analyzers, and vacuum suction systems in hospitals and clinics. Vacuum pumps are also used in medical research, pharmaceutical production, and medical device manufacturing. 9. Power Generation: Vacuum pumps play a role in power generation industries, including nuclear power plants and thermal power plants. They are used for steam condensation, turbine blade cooling, vacuum drying during transformer manufacturing, and vacuum systems for testing and maintenance of power plant equipment. 10. HVAC and Refrigeration: The HVAC (Heating, Ventilation, and Air Conditioning) and refrigeration industries rely on vacuum pumps for system installation, maintenance, and repair. Vacuum pumps are used to evacuate air and moisture from refrigerant lines and HVAC systems, ensuring optimal system performance and efficiency. These are just a few examples of industries that commonly rely on vacuum pump technology. The versatility and wide-ranging applications of vacuum pumps make them indispensable tools across numerous sectors, enabling precise control over vacuum conditions, efficient manufacturing processes, and scientific investigations.
China Custom High Quality Vacuum Pump for VW 070145209f 070145209h 070145209j 7.24807.18 7.24807.18.0 72480718 724807180 vacuum pump for acProduct Description
HangZhou Bee Automobile Parts Co., Ltd. is located in HangZhou China which is specialized in the export of Vehicle Parts, we have our own brand named B.E.E.Our products cover European, American, Australian, Japanese and so on, enjoy a good reputation among clients. We use the TS16949:2002 and international quality standard.Our parts are supplied to customers after being manufactured at our own production facilities or by trusted production partners. We supply quality, inexpensive, OE replacement parts for steering and suspension components, body, brake assemblies, cooling systems, engine, electrical sensor systems, fuel system, hydraulic system and other auto parts categorie.
Product Description
About Us Why Chose Us Certifications FAQ Q1. What is the advantage about your company? Q2. Whyshould I choose your products? A2. Our products are high quality and low price. Q3. The logo and the color can be customized? A3.Yes, we welcome you to sample custom. Q4. Any other good service your company can provide? A4. Yes,we can provide good after-saleand fast delivery.
Packing & Delivery
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
What Is the Role of Vacuum Pumps in Semiconductor Manufacturing?Vacuum pumps play a critical role in semiconductor manufacturing processes. Here’s a detailed explanation: Semiconductor manufacturing involves the production of integrated circuits (ICs) and other semiconductor devices used in various electronic applications. Vacuum pumps are used extensively throughout the semiconductor manufacturing process to create and maintain the required vacuum conditions for specific manufacturing steps. Here are some key roles of vacuum pumps in semiconductor manufacturing: 1. Deposition Processes: Vacuum pumps are used in deposition processes such as physical vapor deposition (PVD) and chemical vapor deposition (CVD). These processes involve depositing thin films of materials onto semiconductor wafers to create various layers and patterns. Vacuum pumps help create a low-pressure environment necessary for precise control of the deposition process, ensuring uniform and high-quality film formation. 2. Etching and Cleaning: Vacuum pumps are utilized in etching and cleaning processes, which involve the removal of specific layers or contaminants from semiconductor wafers. Dry etching techniques, such as plasma etching and reactive ion etching, require a vacuum environment to facilitate the ionization and removal of material. Vacuum pumps aid in creating the necessary low-pressure conditions for efficient etching and cleaning processes. 3. Ion Implantation: Ion implantation is a process used to introduce impurities into specific regions of a semiconductor wafer to modify its electrical properties. Vacuum pumps are used to evacuate the ion implantation chamber, creating the required vacuum environment for accurate and controlled ion beam acceleration and implantation. 4. Wafer Handling and Transfer: Vacuum pumps are employed in wafer handling and transfer systems. These systems utilize vacuum suction to securely hold and manipulate semiconductor wafers during various manufacturing steps, such as loading and unloading from process chambers, robotic transfer between tools, and wafer alignment. 5. Load Lock Systems: Load lock systems are used to transfer semiconductor wafers between atmospheric conditions and the vacuum environment of process chambers. Vacuum pumps are integral components of load lock systems, creating and maintaining the vacuum conditions necessary for wafer transfer while minimizing contamination risks. 6. Metrology and Inspection: Vacuum pumps are utilized in metrology and inspection tools used for characterizing semiconductor devices. These tools, such as scanning electron microscopes (SEMs) and focused ion beam (FIB) systems, often operate in a vacuum environment to enable high-resolution imaging and accurate analysis of semiconductor structures and defects. 7. Leak Detection: Vacuum pumps are employed in leak detection systems to identify and locate leaks in vacuum chambers, process lines, and other components. These systems rely on vacuum pumps to evacuate the system and then monitor for any pressure rise, indicating the presence of leaks. 8. Cleanroom Environment Control: Semiconductor manufacturing facilities maintain cleanroom environments to prevent contamination during the fabrication process. Vacuum pumps are used in the design and operation of the cleanroom ventilation and filtration systems, helping to maintain the required air cleanliness levels by removing particulates and maintaining controlled air pressure differentials. Vacuum pumps used in semiconductor manufacturing processes are often specialized to meet the stringent requirements of the industry. They need to provide high vacuum levels, precise control, low contamination levels, and reliability for continuous operation. Overall, vacuum pumps are indispensable in semiconductor manufacturing, enabling the creation of the necessary vacuum conditions for various processes, ensuring the production of high-quality semiconductor devices.
How Do Vacuum Pumps Contribute to Energy Savings?Vacuum pumps play a significant role in energy savings in various industries and applications. Here’s a detailed explanation: Vacuum pumps contribute to energy savings through several mechanisms and efficiencies. Some of the key ways in which vacuum pumps help conserve energy are: 1. Improved Process Efficiency: Vacuum pumps are often used to remove gases and create low-pressure or vacuum conditions in industrial processes. By reducing the pressure, vacuum pumps enable the removal of unwanted gases or vapors, improving the efficiency of the process. For example, in distillation or evaporation processes, vacuum pumps help lower the boiling points of liquids, allowing them to evaporate or distill at lower temperatures. This results in energy savings as less heat is required to achieve the desired separation or concentration. 2. Reduced Energy Consumption: Vacuum pumps are designed to operate efficiently and consume less energy compared to other types of equipment that perform similar functions. Modern vacuum pump designs incorporate advanced technologies, such as variable speed drives, energy-efficient motors, and optimized control systems. These features allow vacuum pumps to adjust their operation based on demand, reducing energy consumption during periods of lower process requirements. By consuming less energy, vacuum pumps contribute to overall energy savings in industrial operations. 3. Leak Detection and Reduction: Vacuum pumps are often used in leak detection processes to identify and locate leaks in systems or equipment. By creating a vacuum or low-pressure environment, vacuum pumps can assess the integrity of a system and identify any sources of leakage. Detecting and repairing leaks promptly helps prevent energy wastage associated with the loss of pressurized fluids or gases. By addressing leaks, vacuum pumps assist in reducing energy losses and improving the overall energy efficiency of the system. 4. Energy Recovery Systems: In some applications, vacuum pumps can be integrated into energy recovery systems. For instance, in certain manufacturing processes, the exhaust gases from vacuum pumps may contain heat or have the potential for energy recovery. By utilizing heat exchangers or other heat recovery systems, the thermal energy from the exhaust gases can be captured and reused to preheat incoming fluids or provide heat to other parts of the process. This energy recovery approach further enhances the overall energy efficiency by utilizing waste heat that would otherwise be lost. 5. System Optimization and Control: Vacuum pumps are often integrated into centralized vacuum systems that serve multiple processes or equipment. These systems allow for better control, monitoring, and optimization of the vacuum generation and distribution. By centralizing the vacuum production and employing intelligent control strategies, energy consumption can be optimized based on the specific process requirements. This ensures that vacuum pumps operate at the most efficient levels, resulting in energy savings. 6. Maintenance and Service: Proper maintenance and regular servicing of vacuum pumps are essential for their optimal performance and energy efficiency. Routine maintenance includes tasks such as cleaning, lubrication, and inspection of pump components. Well-maintained pumps operate more efficiently, reducing energy consumption. Additionally, prompt repair of any faulty parts or addressing performance issues helps maintain the pump’s efficiency and prevents energy waste. In summary, vacuum pumps contribute to energy savings through improved process efficiency, reduced energy consumption, leak detection and reduction, integration with energy recovery systems, system optimization and control, as well as proper maintenance and service. By utilizing vacuum pumps efficiently and effectively, industries can minimize energy waste, optimize energy usage, and achieve significant energy savings in various applications and processes.
What Are the Primary Applications of Vacuum Pumps?Vacuum pumps have a wide range of applications across various industries. Here’s a detailed explanation: 1. Industrial Processes: Vacuum pumps play a vital role in numerous industrial processes, including: – Vacuum Distillation: Vacuum pumps are used in distillation processes to lower the boiling points of substances, enabling separation and purification of various chemicals and compounds. – Vacuum Drying: Vacuum pumps aid in drying processes by creating a low-pressure environment, which accelerates moisture removal from materials without excessive heat. – Vacuum Packaging: Vacuum pumps are used in the food industry to remove air from packaging containers, prolonging the shelf life of perishable goods by reducing oxygen exposure. – Vacuum Filtration: Filtration processes can benefit from vacuum pumps to enhance filtration rates by applying suction, facilitating faster separation of solids and liquids. 2. Laboratory and Research: Vacuum pumps are extensively used in laboratories and research facilities for various applications: – Vacuum Chambers: Vacuum pumps create controlled low-pressure environments within chambers for conducting experiments, testing materials, or simulating specific conditions. – Mass Spectrometry: Mass spectrometers often utilize vacuum pumps to create the necessary vacuum conditions for ionization and analysis of samples. – Freeze Drying: Vacuum pumps enable freeze-drying processes, where samples are frozen and then subjected to a vacuum, allowing the frozen water to sublimate directly from solid to vapor state. – Electron Microscopy: Vacuum pumps are essential for electron microscopy techniques, providing the necessary vacuum environment for high-resolution imaging of samples. 3. Semiconductor and Electronics Industries: High vacuum pumps are critical in the semiconductor and electronics industries for manufacturing and testing processes: – Semiconductor Fabrication: Vacuum pumps are used in various stages of chip manufacturing, including deposition, etching, and ion implantation processes. – Thin Film Deposition: Vacuum pumps create the required vacuum conditions for depositing thin films of materials onto substrates, as done in the production of solar panels, optical coatings, and electronic components. – Leak Detection: Vacuum pumps are utilized in leak testing applications to detect and locate leaks in electronic components, systems, or pipelines. 4. Medical and Healthcare: Vacuum pumps have several applications in the medical and healthcare sectors: – Vacuum Assisted Wound Closure: Vacuum pumps are used in negative pressure wound therapy (NPWT), where they create a controlled vacuum environment to promote wound healing and removal of excess fluids. – Laboratory Equipment: Vacuum pumps are essential in medical and scientific equipment such as vacuum ovens, freeze dryers, and centrifugal concentrators. – Anesthesia and Medical Suction: Vacuum pumps are utilized in anesthesia machines and medical suction devices to create suction and remove fluids or gases from the patient’s body. 5. HVAC and Refrigeration: Vacuum pumps are employed in the HVAC (Heating, Ventilation, and Air Conditioning) and refrigeration industries: – Refrigeration and Air Conditioning Systems: Vacuum pumps are used during system installation, maintenance, and repair to evacuate moisture and air from refrigeration and air conditioning systems, ensuring efficient operation. – Vacuum Insulation Panels: Vacuum pumps are utilized in the manufacturing of vacuum insulation panels, which offer superior insulation properties for buildings and appliances. 6. Power Generation: Vacuum pumps play a role in power generation applications: – Steam Condenser Systems: Vacuum pumps are used in power plants to remove non-condensable gases from steam condenser systems, improving thermal efficiency. – Gas Capture: Vacuum pumps are utilized to capture and remove gases, such as hydrogen or helium, in nuclear power plants, research reactors, or particle accelerators. These are just a few examples of the primary applications of vacuum pumps. The versatility and wide range of vacuum pump types make them essential in numerous industries, contributing to various manufacturing processes, research endeavors, and technological advancements.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||